Custom Search
|
|
  |
|
|
BUFFING. To remove the fine, hairline
scratches caused by sanding, transparent plastic may
be buffed. It is often possible to remove scratches by
buffing alone, provided the scratches are not too deep. There are a number of standard commercial buffing compounds satisfactory for use on transparent plastic enclosures. They are usually composed very fine alumina or similar abrasive in combination with wax, tallow, or grease binders. They are available in the form of bars or tubes for convenience in applying to the buffing wheel. Plain tallow is often applied to the buffing wheel. It may be used in addition to buffing compound, or it may be used alone. In the latter case, tallow functions similar to wax as it fills in hairline scratches and gives a high gloss to the surface. Buffing wheels are made of cotton cloth or felt. For removing scratches caused by sanding, an of "abrasive" wheel and a "finish" wheel are needed (fig. 14-2). The abrasive wheel, which is relatively
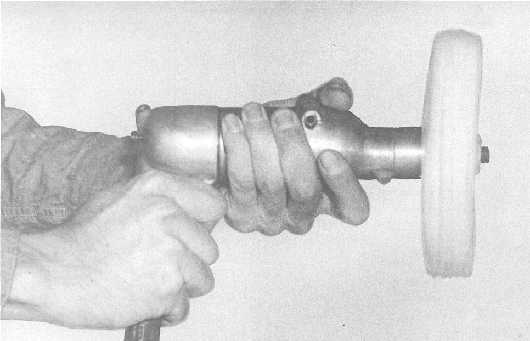
Figure 14-3.Buffing wheel mounted in portable drill.
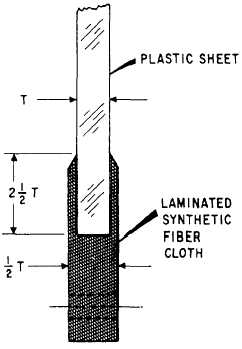
Figure 14-4.Approved edge attachment for solid plastic. hard and to which buffing compound is applied, is used for removing the deeper scratches. The finish wheel, which is soft, is then used to bring the plastic to a high polish. Both wheels are made up of numerous layers of cloth discs, but the abrasive wheel is made hard by several rows of stitches, as shown in the illustration. The finish wheel is unstitched with
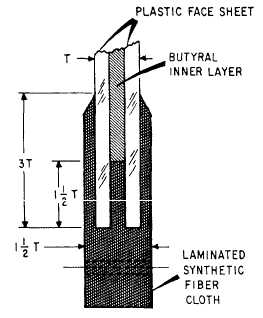
Figure 14-5.Approved edge attachment for laminated plastic. spacers (washers) mounted between every fourth or fifth cloth disc. Power for turning the buffing wheel may be supplied by mounting it in a portable drill, as shown in figure 14-3. At the start of each buffing operation, the plastic must be clean and dry. Some of the buffing compounds now available will leave the surface clean so that washing is not necessary. Where necessary, however, washing should follow each step in buffing. If a panel has been sanded previously or is deeply scratched, the abrasive wheel should be used first. Apply fresh compound to the wheel and buff lightly along and across all scratches. Keep the plastic or wheel in motion to prevent generating too much heat, thus damaging the plastic. Complete the buffing operation by using the finish wheel, bringing the plastic surface to a high gloss. After all scratches have been removed with the finish wheel, a coat of wax should be applied by hand. CAUTION Hand polishing is recommended in critical vision areas. Overheating transparent plastic, by buffing, induces internal stresses and optical distortions. Installing Plastic Panels There are a number of methods for installing transparent plastic panels in aircraft, some of which are shown in figures 14-4 through 14-7. Which
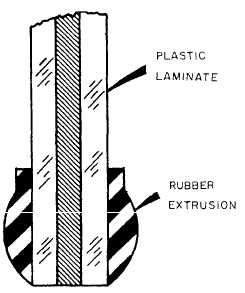
Figure 14-6.Typical sighting dome attachment.
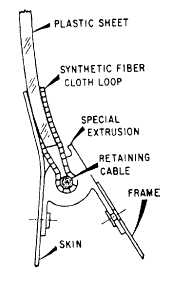
Figure 14-7.Typical loop edge attachment. method the aircraft manufacturer uses depends upon the position of the panel in the aircraft, the stresses to which it will be subjected, and a number of other factors. In installing a replacement panel, always follow the same mounting method used by the manufacturer of the aircraft. The following general rules apply to all types of mountings. Fitting and handling should be done with masking paper in place, although the edges of the paper may be peeled back slightly and trimmed off for installation. Since transparent plastic is brittle at low tempera-tures, installation of panels should be done at normal temperatures. Plastic panels should be mounted between some type of gasket material to make the installation waterproof, to reduce vibration, and to help distribute compressive stresses on the plastic. Minimum packing thickness is one-sixteenth of an inch. Rubber, fiber glass impregnate, and nylon are the most commonly used gasket materials. Since plastic expands and contracts three times as much as metal, suitable allowances for dimensional changes with temperature must be made. Minimum clearances between the frame and plastic are listed in Fabrication, Maintenance and Repair of Transparent Plastics, NAVAIR 01-1A-12, or the applicable MIM. Clearances should be equally divided on all sides. Screw torquing procedures should be in accordance with the applicable MIM. Plastic panels should not be installed under unnatural stresses. Each screw must be torqued, as specified in the MIM, to enable it to carry its portion of the load. If a plastic panel is installed in a binding or twisted position and screws are not torqued correctly, the plastic panel may fail while the aircraft is undergoing normal taxiing and flight operations. When you remove a plastic panel, there may be several different lengths of screws to be removed. You will save a lot of time by acquiring the habit of keeping screws separated. An easy way to do this is to draw a diagram of the panel on cardboard. Puncture each screw hole, with an awl, through the cardboard. As each screw is removed from the panel, it is installed in its respective position on the cardboard. This is done with each screw as it is removed. During installation of the panel, remove each screw from the cardboard and reinstall it in the same hole from which it was removed until all of the screws are reinstalled. If any screws or other fasteners are damaged during removal or reinstallation, the part replaced must be the same part number as the damaged part. Some fasteners are required to be of nonmagnetic material because of their location near compasses and other instruments. The specific part number for each fastener can be found in the IPB for the aircraft. |
 
|
|
|