Custom Search
|
|
  |
|
|
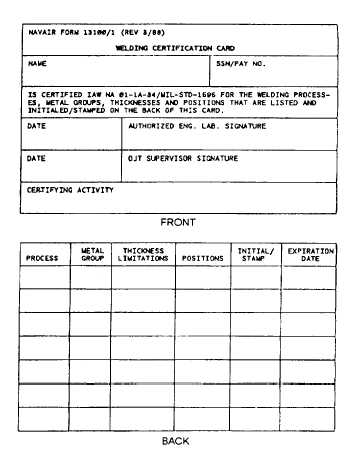
WELDING Learning Objective: Recognize the qualifi-cations and recertification process to become a certified welder. Welding is the most practical of the many metal joining processes available to aircraft manufacturers. The welded joint offers rigidity, simplicity, low weight, high strength, and low-cost production equipment. Consequently, welding has been universally adopted in the building of all types of aircraft. Many structural parts, as well as nonstructural parts, are joined by some form of welding, and the repair of these many parts is an indispensable part of aircraft maintenance. For advancement, you should be familiar with the operation of welding equipment and materials. You should also be able to perform simple welding, brazing, soldering, and cutting operations on ferrous and nonferrous metals. To weld on aircraft structural parts, you must be a certified welder. To be certified as an aircraft welder, you must pass a qualification test conducted in the presence of a Navy inspector. Passing this test entitles you to a certificate signed by the inspector attesting that you are capable of welding the class of material and type of weld indicated on the certificate. Naval aviation depots have training programs for the benefit of those desiring to qualify as aircraft welders, and they have facilities for testing. Only currently certified aeronautical welders may weld on aeronautical equipment. Initial certification is attained by satisfactory completion of Navy training course(s) N-701-0007 and/or N-701-0009, as applicable. Certification can also be obtained by documented satisfactory completion of equivalent training in accordance with IMA-level aeronautical equipment welders is 3 years. Maintaining proficiency requires documented frequency of use, as specified in NA 01-1A-34. Failure to maintain proficiency in any group(s) of metals will terminate current certification in that/those group(s). Recertification is normally accomplished by locally producing acceptable test welds and submitting those welds to the nearest authorized welding examination and evaluation facility. Examination and evaluation facilities must complete required testing of test weld specimens and provide test results and recertification documentation, as appropriate, to the affected welders command within 30 days of the test weld(s) receipt. Detailed procedures for obtaining test plates, production and submission of test welds, and documentation are contained in NA 01-1A-34. TYCOMs/ACCs may extend current certification of welders for a maximum of 90 days in cases where test welds have been submitted but results and recertification documentation have not been received from the cognizant examination and evaluation facility. Welders whose test specimens fail to meet minimum requirements are allowed one retest. This retest will require submission of a double set of test welds of the failed group(s) of metal(s) to the same examination and evaluation facility that failed the test welds first submitted. Welding examination and evaluation facilities will forward double sets of test plates to the failed welders command concurrently with the notification of failure. Retest test welds must be completed and submitted within 30 days of receipt of notification of failure of first test weld(s). Failure of any retest test welds to meet minimum requirements will require the welder to satisfactorily complete the Navy training courses N-701-0008/N-701-0010, as applicable, to recertify. Aeronautical equipment welders may weld only on equipment, components, and items manufactured from the group of metals for which they are currently certified and for which weld repairs are authorized by applicable technical publications or directives. Groups of metals
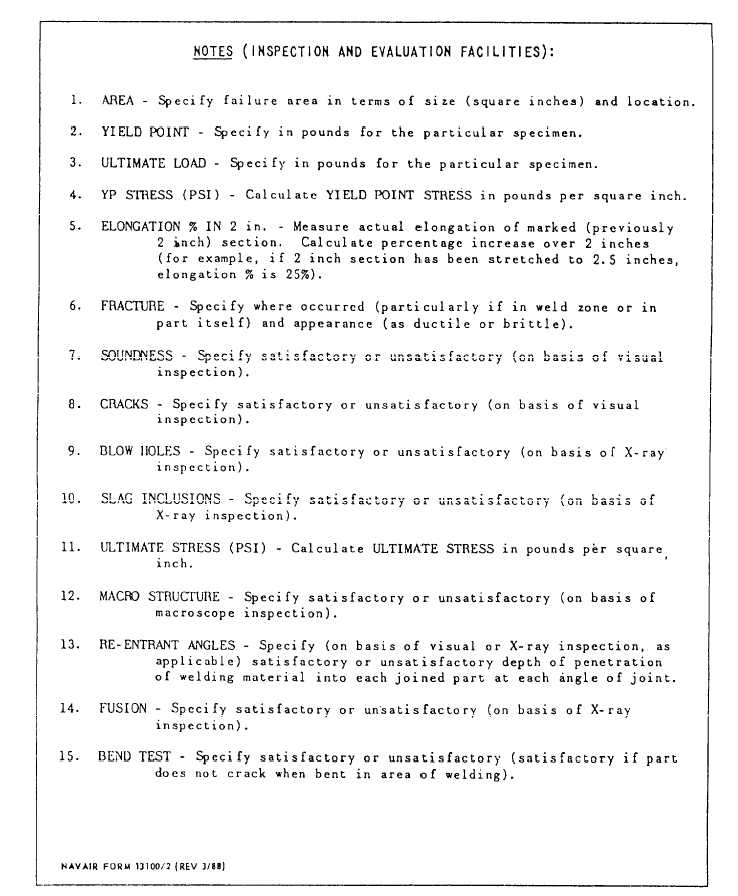
Figure 15-20.-Welding Certification NAVAIR 13100/1). for which separate and distinct certification is required are specified in NA 01-1A-34. Separate certification is also required for oxyfuel brazing process. NA 01-1A-34 contains additional information and guidance relative to qualification, certification/recertifi-cation, and employment of aeronautical equipment welders. It is, however, a general series technical manual intended to be used in conjunction with the OPNAV 4790.2E and with specific maintenance/repair/overhaul manuals/engineering documents. In cases of conflict between NA 01-1A-34 and the OPNAV 4790.2E regarding certification/ recertification policy, the OPNAV 4790.2E takes precedence. QA/A is responsible for monitoring aeronautical equipment welder certification/recertification. Refer to the OPNAV 4790.2E for specifics. A Welding Certificate (Operators Card), NAVAIR 13100/1, will be issued for each material category in which the welder is qualified. The welding certificate will be filled out, dated, and signed by an authorized representative of an examination facility. Figure 15-20 provides a sample of the welding certificate. Figures 15-21 and 15-22 show a sample Welding Examination Record (NAVAIR 13100/2) and instructions.
Figure 15-21.-Welding Examination Record (NAVAIR 13100/2) (front).
Figure15-22.-Welding Examination Record (NAVAIR 13100/2) (back).
Figure 15-23.-Portable oxyacetylene welding and cutting equipment. OXYACETYLENE WELDING Oxyacetylene welding is a gas welding process. A coalescence or bond is produced by heating with a gas flame or flames obtained from the combustion of acetylene with oxygen, with or without the application of pressure, and with or without the use of filler metal. A welding torch is used to mix the gases in the proper proportions and to direct the flame against the parts to be welded. The molten edges of the parts then literally flow together and, after cooling, form one solid piece. Usually, it is necessary to add extra material to the joint. The correct material in rod form is dipped in and fuses with the puddle of molten metal from the parent metal parts. Acetylene is widely used as the combustible gas because of its high flame temperature when mixed with oxygen. The temperature, which ranges from approximately 5,700 to 6,300F, is so far above the melting point of all commercial metals that it provides a means for the rapid, localized melting essential in welding. The oxyacetylene flame is also used in cutting ferrous metals. The oxyacetylene welding and cutting methods are widely used by all types of maintenance activities because the flame is easy to regulate, the gases may be produced inexpensively, and the equipment can be transported easily and safely. |
 
|
|
|
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|