Custom Search
|
|
  |
|
|
BUTT JOINTS.
-A butt joint
is made by placing two pieces of material edge to edge so there is no overlapping, and then welding them together. Plain,
square butt joints used for butt welding thin sheet metal are shown in figure 15-36. Butt joints for thicker metals,
with several types of edge preparation, are shown in figure 15-37. These edges can be prepared by flame
cutting, shearing, flame grooving, machining, or grinding. Plate thicknesses of 3/8 to 1/2 inch can be welded by using the single-V or single-U joints, as shown in views A and C of figure 15-37. The edges of heavier sections should be prepared as shown in views B and D of figure 15-37. The single-U groove is more satisfactory and requires less filler metal than the single-V groove when welding heavy sections and when welding in deep sections. The double-V groove joint requires approximately one-half the amount of filler metal used to produce the single-V groove joint for the same plate thickness. In general, butt joints prepared from both sides permit easier welding, produce less distortion, and ensure better weld qualities in heavy sections than joints prepared from one side only.
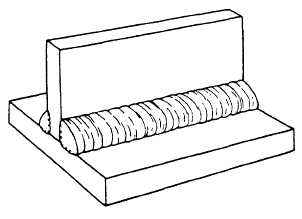
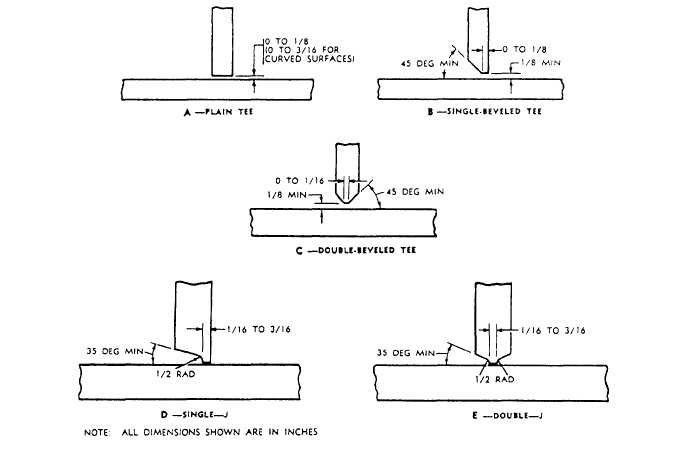
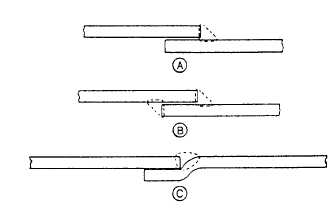
Figure 15-38.-Tee joint-single pass fillet weld. TEE JOINTS. -Tee joints are used to weld two plates or sections whose surfaces are located approximately 90 to each other at the joint. A plain tee joint welded from both sides is shown in figure 15-38. The included angle of bevel in the preparation of tee joints is approximately half that required for butt joints. Other edge preparations used in tee joints are shown in figure 15-39. A plain tee joint, which requires no preparation other than cleaning the end of the vertical plate, and the surface of the horizontal plate is shown in view A of figure 15-39. The single-beveled joint (view B of fig. 15-39) is used in plates and sections up to 1/2 inch thick. The double-bevel joint (view C of fig. 15-39) is used on heavy plates that can be welded from both sides. The single-J joint (view D of fig. 15-39) is used for welding plates that are 1 inch thick or heavier where welding is done from one side. The double-J joint (view E of fig. 15-39) is used for welding very heavy plates from both sides.You must take care to ensure penetration into the root of the weld. This penetration is promoted by root openings between the ends of the vertical members and the horizontal surfaces. LAP JOINTS. -Lap joints are used to join two overlapping members. A single lap joint, where welding must be done from one side, is shown in view A of figure 15-40. The double lap joint is welded on both sides and develops the full strength of the welded members (view B of fig. 15-40). An offset lap joint (view C of fig. 15-40) is used where two overlapping plates must be joined and
Figure 15-39.-Edge preparations for tee joint.
Figure 15-40.-Lap joints.
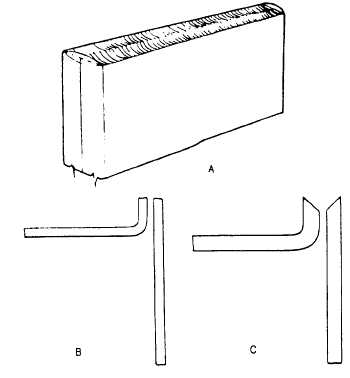
Figure 15-41.-Edge joints for light sheets and plates. welded in the same plane. his type of joint is stronger than the single lap type, but is more difficult to prepare. |
|
|
|