Custom Search
|
|
  |
|
|
Welding Equipment Gas tungsten-arc welding equipment is produced by many manufacturers. For this reason, it is very important to remember that the equipment being discussed in this chapter is only one of the many types that can be found throughout the Navy. However, the functions of similar component parts of different makes of machines are identical, although they may not appear to be so. TORCHES. -Manually operated torches are constructed to conduct both the welding current and the inert gas to the weld zone. These torches are either air or water cooled. Air-cooled torches are designed for welding light gauge materials where low current values are used. Water-cooled torches (fig. 15-44) are recommended when the welding requires amperages over 200 amps. A circulating stream of water flows around the torch to keep it from overheating. The tungsten electrode, which supplies the welding current, is held rigidly in the torch by means of a collet that screws into the body of the torch. A variety of collet sizes are available so different diameter electrodes can be used. Gas is fed to the weld zone through a nozzle, which consists of a ceramic cup. Gas cups are threaded into the torch head to provide directional and distributional control of the shielding gas. The cups are interchangeable to accommodate a variety of gas flow rates. Gas cups vary in size. The size you should use depends upon the type and size of torch and the diameter of the electrode. Pressing a control switch on the torch starts the flow of both the current and gas. On some equipment, the flow of current and gas is energized by a foot control. The advantage of the foot control is that the variable current flow can be used as the end of the weld is reached. By gradually decreasing the current, it is less likely for a cavity to remain in the end of the weld puddle and less danger of cutting short the shielding gas. ELECTRODES. -Pure tungsten, or tungsten alloyed with thorium or zirconium, is the best electrode for gas tungsten-arc welding. The addition of thorium increases the current capacity and electron emission, keeps the tip cooler at a given level of current, minimizes movement of the are around the electrode tip, permits easier arc starting, and the electrode is not as easily contaminated by accidental contact with the work piece. The diameter of the electrode selected for a welding operation is governed by the welding current to be used. Larger diameter tungsten electrodes are required with reversed polarity than with straight polarity. To produce good welds, the tungsten electrode must be shaped correctly. The general practice is to use a pointed electrode with dc welding, and a spherical end with ac welding. It is also important that the electrode be straight, otherwise the gas flow will be off-center from the arc. SHIELDING GASES. -Shielding gas for gas tungsten-arc welding can be argon, helium, or a mixture of argon and helium. Argon is the most popular shielding gas used in the gas tungsten-arc process.
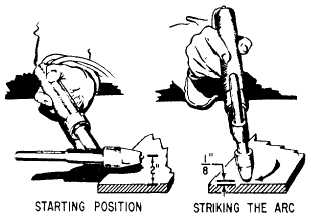
Figure 15-45.-Starting the arc. Helium is rarely used because of its higher cost as compared to argon. In addition, since argon is heavier than air, it provides a better blanket over the weld. A mixture of argon and helium is sometimes used in welding metals that require a higher heat input. |
 
|
|
|
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|