Custom Search
|
|
  |
|
|
Removal and Installation The successful operation of a hydraulic system and the units within depends greatly upon the methods and procedures used in handling and installing hydraulic seals. These seals are comparatively soft and should not be subjected to any nicks, scratches, or dents. They should be kept free of dirt and foreign matter and should not be exposed to extreme weather conditions. When hydraulic seals are chosen for installation, they should not be picked up with sharp instruments, and the preservative should not be removed until they are ready for installation. During the installation or removal of hydraulic seals, as well as other tasks, your best friend is the correct tool. A variety of these tools may be used on any given job. Suggestions for fabricating typical tools for use in replacing and installing O-rings and backup rings are shown in figure 2-45. These tools should be fabricated from soft metal such as brass and
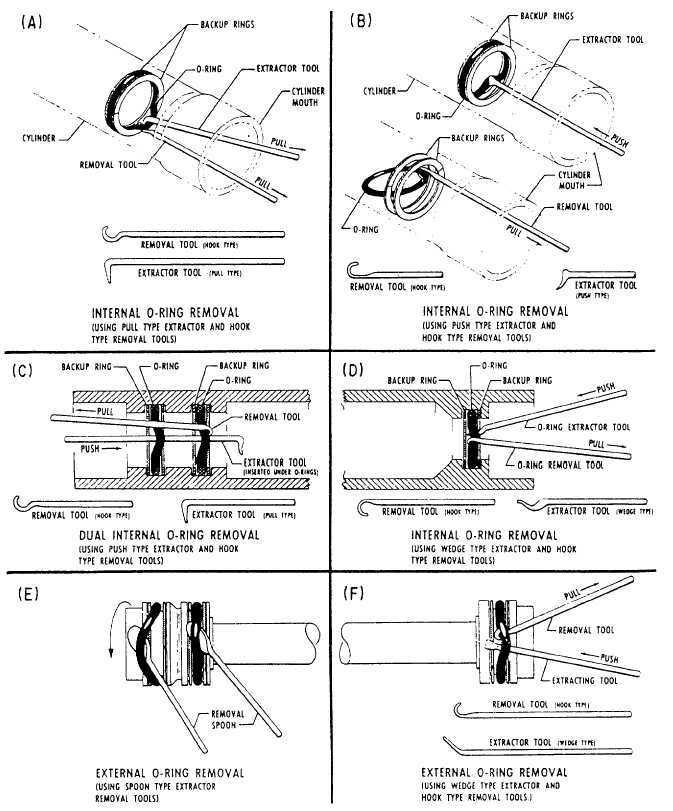
Figure 2-46.O-ring removal. aluminum; however, tools made from phenolic rod, plastics, and wood may also be used. When removing or installing O-rings, avoid using pointed or sharp-edged tools that might cause scratching or marring of hydraulic component surfaces or cause damage to the O-rings. While using the seal removal and the installation tools, contact with cylinder walls, piston heads, and related precision components is not desirable. With practice, you should become proficient in using these tools. Notice in view A of figure 2-46 how the hook-type removal tool is positioned under the O-ring, and then lifted to allow the extractor tool, as well as the removal tool, to pull the O-ring from its cavity. View B of figure 2-46 shows the use of another type of extractor tool in the removal of internally installed O-rings. In view C of figure 2-46, notice the exterior tool positioned under both O-rings at the same time. This method of manipulating the tool positions both O-rings, which allows the hook-type removal tool to extract both O-rings with minimum effort. View D of figure 2-46 shows practically the same removal as view C, except for the use of a different type of extractor tool. The removal of external O-rings is less difficult than the removal of internally installed O-rings. Views E and F of figure 2-46 shows two accepted removal methods. View E shows the use of a spoon-type extractor, which is positioned under the seal. After the O-ring is dislodged from its cavity, the spoon is held stationary while simultaneously rotating and withdrawing the piston. View F of figure 2-46 is similar to view E, except only one O-ring is installed, and a different type of extractor tool is used. The wedge-type extractor tool is inserted beneath the O-ring; the hook-type removal tool hooks the O-ring. A slight pull on the latter tool removes the O-ring from its cavity. After the removal of all O-rings, it is mandatory that you clean the affected parts that will receive new O-rings. Ensure that the area used for such installations is clean and free from all contamination. Each replacement O-ring should be removed from its sealed package and inspected for defects such as blemishes, abrasions, cuts, or punctures. Although an O-ring may appear perfect at first glance, slight surface flaws may exist. These are often capable of preventing satisfactory O-ring performance under the variable operating pressures of aircraft systems. O-rings should be rejected for flaws that will affect their performance. Such defects are difficult to detect. One aircraft manufacturer recommends using a 4-power magnifying glass with adequate lighting to inspect each ring before it is installed. By rolling the ring on an inspection cone or dowel, the inner diameter surface can also be checked for small cracks, particles of foreign material, and other irregularities that will cause leakage or shorten the life of an O-ring. The slight stretching of the ring when it is rolled inside out will help to reveal some defects not otherwise visible. A further check of each O-ring should be made by stretching it between the fingers, but you must take care not to exceed the elastic limits of the rubber. Following these inspection practices will prove to be a maintenance economy. It is far more desirable to take care identifying and inspecting O-rings then to repeatedly overhaul components with faulty seals. After inspection and prior to installation, immerse the O-ring in clean hydraulic fluid. During the installation, avoid rolling and twisting the O-ring to maneuver it into place. If possible, keep the position of the O-rings mold line constant. When the O-ring installation requires spanning or inserting through sharp threaded areas, ridges, slots, and edges, use protective measures, such as O-ring entering sleeves, as shown in view A of figure 2-47. If the recommended O-ring entering sleeve (soft thin-wall metallic sleeve) is not available, paper sleeves and covers may be fabricated by using the seal package (gloss side out) or lint-free bond paper. See views B and C of figure 2-47. Adhesive tapes should not be used to cover danger areas on components. Gummy substances left by the adhesives are extremely detrimental to hydraulic systems. After the O-ring is placed in the cavity provided, gently roll the O-ring with the fingers to remove any twist that might have occurred during installation. |
 
|
|
|
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|