Custom Search
|
|
  |
|
|
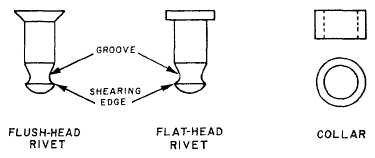
Blind Rivets In places accessible from only one side or where space on one side is too restricted to properly use a bucking bar, blind rivets are usually used. Blind rivets may also be used to secure nonstructural parts to the airframe. Figure 2-3 shows a blind rivet that uses a mechanical lock between the head of the rivet and the pull stem. Note in view B that the collar that is attached to the head has been driven into the head and has assumed a wedge or cone shape around the groove in the pin. This holds the shank firmly in place from the head side. The self-plugging rivet is made of 5056-H14 aluminum alloy and includes the conical recess and locking collar in the rivet head. The stem is made of 2024-T36 aluminum alloy. Pull grooves that fit into the jaws of the rivet gun are provided on the stem end that protrudes above the rivet head. The blind end portion of the stem incorporates a head and a land (the raised portion of the grooved surface) with an extruding angle that expands the rivet shank. Applied loads for self-plugging rivets are comparable to those for solid shank rivets of the same shear strength, regardless of sheet thickness. The composite shear strength of the 5056-H14 shank and the 2024-T36 pin exceeds 38,000 psi. Their tensile strength is in excess of 28,000 psi, Pin retention characteristics are excellent in these rivets. The possibility of the pin working out is minimized by the lock formed in the rivet head. Hi-Shear Rivets Hi-shear (pin) rivets are essentially threadless bolts. The pin is headed at one end and is grooved about the circumference at the other. A metal collar is swaged onto the grooved end. They are available in two head stylesthe flat protruding head and the flush 100-degree countersunk head. Hi-shear rivets are made in a variety of materials, and are used only in shear applications. Because the shear strength of the rivet is greater than either the shear or bearing strength of sheet aluminum alloys, they are used primarily to rivet thick gauge sheets together. They are never used where the grip length is less than the shank diameter. Hi-shear rivets are shown in figure 2-4.
Figure 2-4.Hi-shear rivet.
Figure 2-5.Sectional view of rivnut showing head and end designs.Hi-shear rivets are identified by code numbers similar to the solid rivets. The size of the rivet is measured in increments of thirty-seconds of an inch for the diameter and sixteenths of an inch for the grip length. For example, an NAS 1055-5-7 rivet would be a hi-shear rivet with a countersunk head. Its diameter would be 5/32 of an inch and its maximum grip length would be 7/16 of an inch.The collars are identified by a basic code number and a dash number that correspond to the diameter of the rivet. An A before the dash number indicates an aluminum alloy collar. The NAS528-A5 collar would be used on a 5/32-inch-diameter rivet pin. Repair procedures involving the installation or replacement of hi-shear rivets generally specify the collar to be used.Rivnuts The rivnut is a hollow rivet made of 6063 aluminum alloy, counterbored and threaded on the inside. They are manufactured in two head styles, flat and countersunk, and in two shank designs, open and closed ends. See figure 2-5. Each of these rivets is available in three sizes: 6-32, 8-32, and 10-32. These numbers indicate the nominal diameter and the actual number of threads per inch of the machine screw that fits into the rivnut.Open-end rivnuts are the most widely used, and are recommended in preference to the closed-end type. However, in sealed flotation or pressurized compartments, the closed-end rivnut must be used. |
 |
|
|