Custom Search
|
|
  |
|
|
INSTALLATION
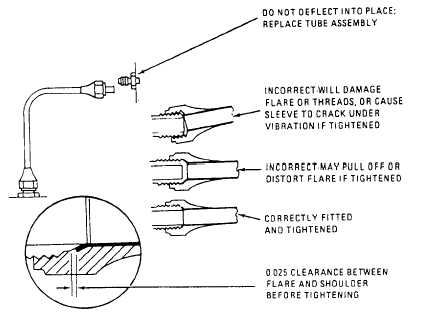
Installation of tube assemblies involves a preinstallation check before tube assemblies can be installed. Before you install tube assemblies, check to make sure there are no dents, nicks, and scratches; that the assembly contains the correct nuts and sleeves; that there is a proper fit, where fitting is flared; that a proof pressure test is performed on each assembly; and that the assemblies are clean. To install tube assemblies, hand screw the nuts onto mating connectors. Align the tube assembly in place so that it will not be necessary to pull it into place with the nut. Tubing that runs through cutouts should be installed to avoid scarring when the tubing is worked through a hole. If the tube assembly is long, tape the edge of cutouts before installing the assembly. Torque the nuts. Apply a protective coating to the remaining nonsealed joints after tubing is installed. For disconnected nonsealed joints, apply MIL-S-8802, followed by appropriate paint system, if required. For connected nonsealed joints, apply the first coat of MIL-C-16173, grade 4; 1 hour after applying the first coat, apply the second coat of MIL-C-16173, grade 4. Correct and incorrect methods of installing flared tube assemblies are shown in figure 6-21. Leakage of a flared tube assembly is usually caused by the following: If an aluminum alloy flared tube assembly leaks Flare distorted into the nut threads. Sleeve cracked. Flare out of round. Flare cracked or split. Inside of flare rough or scratched. Connector mating surface rough or scratched. Connector threads or nuts are dirty, damaged, or broken. after it has been tightened to the required torque, disassemble it for repair or replacement. If a steel flared tube assembly leaks, it may be tightened one-sixteenth turn beyond the noted torque. If the assembly continues to leak, it should be disassembled for repair or replacement. Do not tighten a nut when there is pressure in the line. Do not overtighten a leaking aluminum alloy assembly. Overtightening may severely damage or cut off tubing flare, or damage sleeve or nut. When you install flareless tube assemblies, proceed as follows: Make sure no nicks or scratches are evident and the sleeve is preset. Tighten the nut
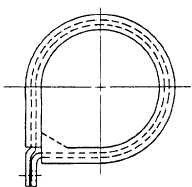
Figure 6-22.Cushioned steel clamp MIL-C-85052. by hand until resistance to turning develops. If it is impossible to use fingers to run nut down, use a wrench. Look out for the first signs of bottoming. Do not use pliers to tighten tube connectors.Final tightening should begin at the point where the nut begins to bottom. Use a torque wrench if fitting is accessible and torque fitting. If a connection is not accessible for torque wrench, use a wrench to turn nut one-sixth turn while holding the connector with another wrench to prevent the connector from turning. A one-sixth turn equals the travel of one flat on a hex nut. Tighten nut an additional one-sixth turn if the connector leaks. Do not tighten fitting nut more than one-third of a turn (two flats on nuts). Loosen and completely disconnect the nut if the leak continues. Inspect fitting components for scores, cracks, foreign material, or damage from previous overtightening. Reassemble fitting. Fingertighten nut and repeat wrench tightening. It is important to tighten tube fitting nuts properly. A fitting wrench or an open-end wrench should be used when tightening connections.All hydraulic tubing should be supported from rigid structures by cushioned steel clamps MIL-C-85052 or multiple tube block clamps. See figure 6-22. Hydraulic tubing support clamps should be installed and maintained in the positions described in the MIM or applicable technical directives. Unless otherwise specified, where tubing is supported to structure or other rigid members, a minimum clearance of 1/16 inch or where related motion of adjoining components exists, a minimum clearance of 1/4 inch is to be maintained. Table 6-10 shows the maximum allowable distance betweenTable 6-10.Maximum Distance
Between Supports for Aluminum Tubing |
 
|
|
|