|
||
|
|
||
|
Page Title:
CHAPTER 8 DEVELOPMENTS AND INTERSECTIONS |
||
| |||||||||||||||
|
|
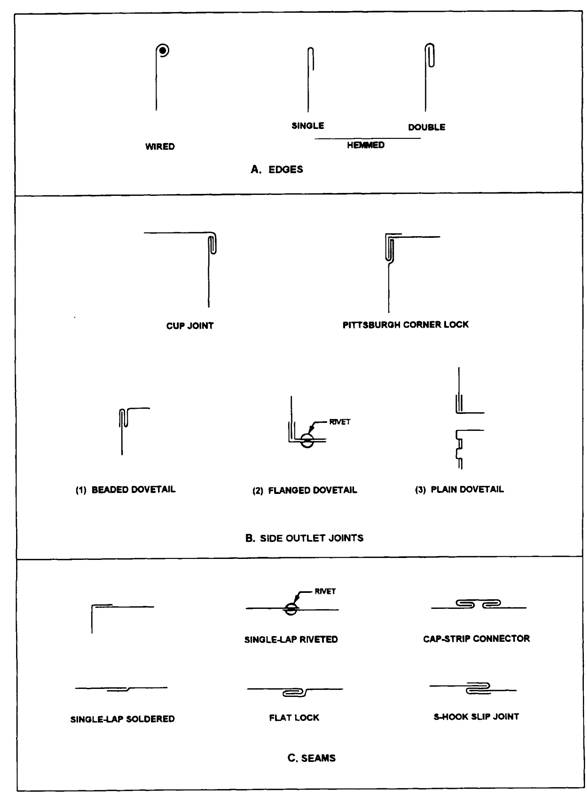
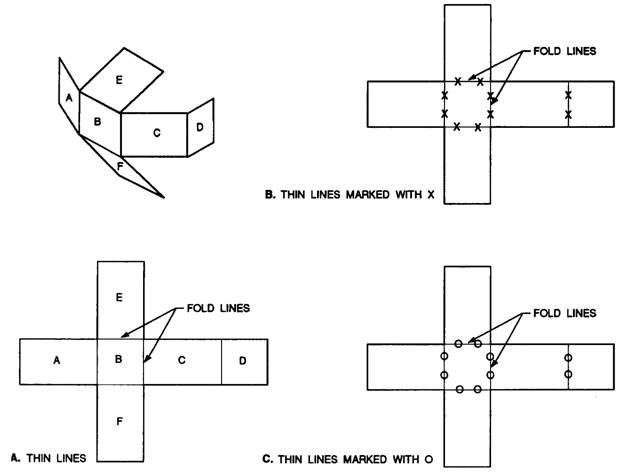
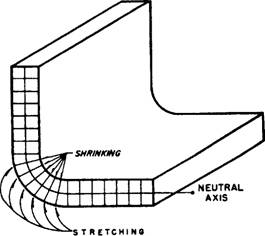
CHAPTER 8 DEVELOPMENTS AND INTERSECTIONS When you have read and understood this chapter, you should be able to answer the following learning objectives: Describe sheet metal developments. Explain the differences among parallel, radial, and triangulation developments. Sheet metal drawings are also known as sheet metal developments and pattern drawings, and we may use all three terms in this chapter. This is true because the layout, when made on heavy cardboard thin metal, a wood, is often used as a pattern to trace the developed shape on flat material. These drawings are used to construct various sheet metal items, such as ducts for heating, ventilation, and air-conditioning systems; flashing, valleys, and downspouts in buildings; and parts on boats, ships, and aircraft. A sheet metal development serves to open up an object that has been rolled, folded, or a combination of both, and makes that object appear to be spread out on a plane or flat surface. Sheet metal layout drawings are based on three types of development: parallel, radial, and triangulation. We will discuss each of these, but first we will look at the drawings of corrections used to join sheet metal objects. JOINTS, SEAMS, AND EDGES A development of an object that will be made of thin metal, such as a duct or part of an aircraft skin, must include consideration of the developed surfaces, the joining of the edges of these surfaces, and exposed edges. The drawing must allow for the additional material needed for those joints, seams, and edges. Figure 8-1 shows various ways to illustrate seams, and edges. Seams are used to join edges. The seams may be fastened together by lock seams, solder, rivets, adhesive, or welds. Exposed edges are folded or wired to give the edges added strength and to eliminate sharp edges. The lap seam shown is the least difficult. The pieces of stock are merely lapped one over the other, as shown in view C, and secured either by riveting, soldering, spot welding, or by all three methods, depending on the nature of the job. A flat lock seam (view C) is used to construct cylindrical objects, such as funnels, pipe sections, and containers. Note that most of the sheet metal developments illustrated in this chapter do not make any allowances for edges, joints, or seams. However, the draftsman who lays out a development must add extra metal where needed BENDS The drafter must also show where the material will be bent, and figure 8-2 shows several methods used to mark bend lines. If the finished part is not shown with the development, then drawing instructions, such as bend up 90 degrees, bend down 180 degrees, and bend up 45 degrees, should be shown beside each bend line. Anyone who bends metal to exact dimensions must know the bend allowance, which is the amount of material used to form the bend. Bending compresses the metal on the inside of the bend and stretches the metal on its outside. About halfway between these two extremes lies a space that neither shrinks nor stretches; it is known as the neutral line or neutral axis, as shown in figure 8-3. Bend allowance is computed along this axis. You should understand the terms used to explain bend allowance. These terms are illustrated in figure 8-4 and defined in the following paragraphs: LEG-The longer part of a formed angle. FLANGE-The shorter part of a formed angle. If both parts are the same length, each is called a leg. MOLD LINE (ML)-The line formed by extending the outside surfaces of the leg and flange so they intersect. It is the imaginary point from which base measurements are shown on drawings. BEND TANGENT LINE (BL)-The line at which the metal starts to bend. BEND ALLOWANCE (BA)-The amount of metal used to make the bend.
Figure 8-1.-Joints, seams, and edges
Figure 8-2.-Methods used to identify fold or bend lines
Figure 8-3.-Bend characteristics.
Figure 8-4.-Bend allowance terms.
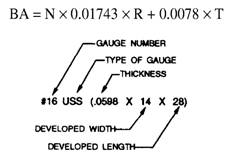
RADIUS (R)-The radius of the bend. It is always measured from the inside of the bend unless stated otherwise. SETBACK (SB)-The distance from the bend tangent line to the mold point. In a 90-degree bend, SB = R + T (radius of bend plus thickness of metal). FLAT-That portion not including the bend. It is equal to the base measurement minus the setback. BASE MEASUREMENT-The outside diameter of the formed part. Engineers have found they can get accurate bends by using the following formula:
Figure 8-5.-Reading sheet metal sizes. Where BA = bend allowance, N = number of degrees of bend, R = the desired bend radius, and T = the thickness of the metal. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |