Custom Search
|
|
  |
|
|
REASSEMBLY.- After you have inspected all parts and repaired or replaced the faulty ones, you are ready for reassembly. To assemble motors, follow in reverse order the procedures of their disassembly. Be sure to check any available literature you may find. Be sure to oil or grease the bearings as required. Remove the relief plug in the bottom of the housing while you apply grease.
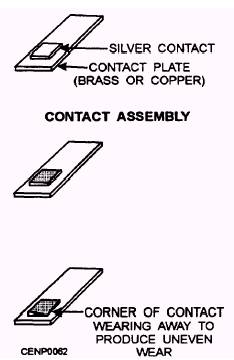
Figure 7-61.- Fabricated cleaning pad. MOTOR CONTROLLER MAINTENANCE AND REPAIR The most important rule to remember when you are making repairs or inspecting motor controllers is as follows: CAUTION Be sure the controller is disconnected from the power source before touching any of the operating parts. Control equipment should be inspected and serviced on the same maintenance schedule as motors. Motor starters can normally be repaired on the job site at the time of inspection. After the power has been secured, the first thing you should do to keep controllers operating at maximum efficiency is to keep them free of dirt, dust, grease, and oil, both inside and out. Clean the operating mechanism and contacts with a clean, dry, tintless cloth, or vacuum cleaner. Small and delicate mechanical parts may be cleaned with a small, stiff bristle brush and a Navy-approved solvent. Check the contacts to ensure proper electrical connections. When contacts open and close, the rolling and rubbing action keeps the contacts bright and clean. Infrequently operated contacts or contacts under heavy loads can overheat and create oxidation on the contacts. Copper Contacts Copper contacts are used for most heavy-duty power circuits, and, in many cases, in relay and interlock circuits. They should be inspected regularly. If projections extend beyond the contact surfaces or if the contacts are pitted or coated with copper oxide, they should be sanded down with fine sandpaper. Welding of contacts sometimes occurs, in spite of all precautions. Low voltage is the most common cause. Welding may also result from overloads, low-contact pressure resulting from wear or weak springs, loose connections, or excessive vibrations. If welding occurs, it is an indication of trouble in the electrical system. The contacts must be replaced, but it is useless to replace them unless the cause of the welding is found and corrected. Carbon Contacts Carbon contacts are used when a contactor is frequently opened and closed. It is essential that the contactor be open when it is de-energized. Since carbon contacts will not weld together when closed, they are better than metal contacts for ensuring that a de-energized contact is open. However, carbon contacts are used only when necessary. Because the current capacity of carbon per square inch of contact surface is very low, the contacts made of carbon must be relatively large. Silver Contacts Silver contacts are used extensively in pilot and control circuits, on relays, interlocks, master switches, and so on. They are used also on smaller controllers and on heavy-duty equipment where the contactors remain closed for long periods of time with infrequent operation. Silver contacts are used because they ensure better contact than other less expensive material. Pure silver contacts and silver-cadmium-oxide contacts should not be replaced until they become too worn to give good service. Their appearance will indicate when they are worn to such an extent that they are no longer serviceable (fig. 7-62). ELECTRICAL AND MECHANICAL WEAR.- Normally, contacts are subjected to electrical and mechanical wear as they establish and interrupt electric currents. Electrical wear is usually greater than mechanical wear. If a movable contact assembly has no appreciable sliding action on its associated stationary contact assemblies, mechanical wear will be insignificant. Electrical wear or erosion is caused by arcing when the contacts are establishing and interrupting currents. During arcing, a small part of each contact is melted, vaporized, and blown away from the contact. As a pure silver contact erodes, its arcing surface changes in color, contour, and smoothness. Figure 7-62 shows typical changes in contour and smoothness. Normally, a new contact has a uniform silver color, a regular contour, and a smooth arcing surface. As the contact wears, discolorations usually give it a mottled appearance, showing silver, blue, brown, and black. The black color comes from the silver oxide formed during arcing. Silver oxide is beneficial to the operation of the contact. Electrical erosion may cause uneven wear of the contacts and consequent contour irregularity. Uneven contact wear doesn't necessarily indicate that the contact should be replaced Manufacturers usually provide a total thickness of silver equal to twice the
Figure 7-62.- Silver contacts. wear allowance associated with the contact to allow for uneven contact wear. Melting and vaporization of contacts cause pitting of the arcing surface. The pitted surface has high spots which are quite small in area. Tests indicate that such a surface is better than a surface which has not been subjected to arcing because its circuit-making reliability is improved. A silver-cadmium-oxide contact shows the same wear characteristics as a pure silver contact, except that small black granules may be evident on the arcing surface. These granules are cadmium oxide, a black material which is scattered throughout the mixture that has formed on the contacts. Silver oxide is formed during arcing, just as with a pure silver contact. The addition of cadmium oxide greatly improves contact operation because it minimizes the tendency of the contacts to weld together, retards heavy transfer of material from one contact to the other, and inhibits erosion.
|
 
|
|
|
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|