Custom Search
|
|
 
|
||
|
in the operation of a
diffusion cascade, it is often necessary to charge the plant with feed material
of different assays or concentrations of U235F6. This
feed must be fed into the cascade at a point where the assay of the gas already
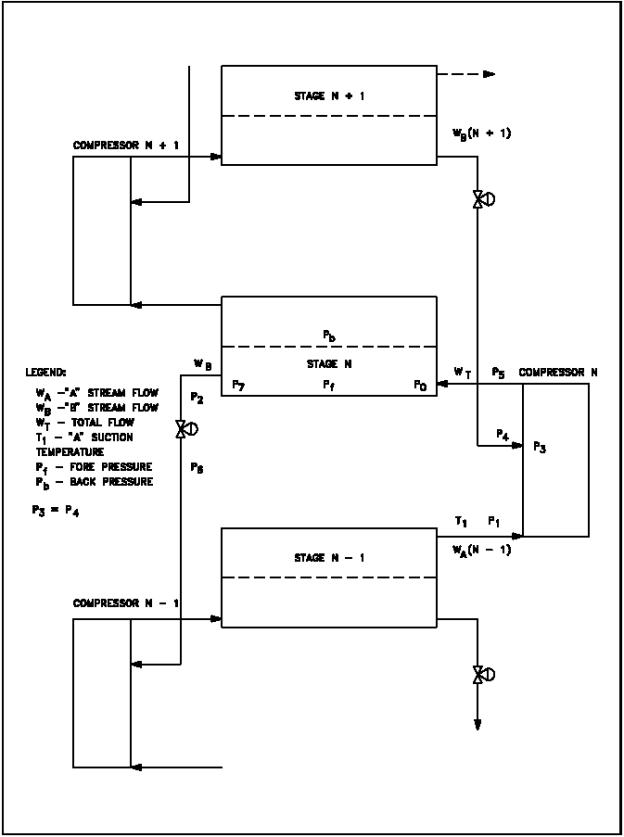
being processed is the same as that of the feed to be charged. To choose this feed point, therefore, it must be possible to calculate the concentration of U235F6 in the process gas at any point in the cascade. These calculations can be made by knowing two things: first, the concentration of U235F6 in the process gas at several points in the cascade (determined by laboratory and instrument analysis); and second, the increase in the concentration of U235F6 accomplished by each stage. This is called the stage enrichment and should not be confused with the separation accomplished by a stage previously discussed. Therefore, by knowing the stage enrichment and the U235F6 concentration at some point in the cascade, it is possible to determine the concentration at other points. The feed material ordinarily charged into a plant contains a very small percentage of U235F6 with the remainder being U238F6. Consequently, a far greater amount of the feed flows downward in the cascade and is removed as tails than is removed at the top of the cascade as U235F6 or product. For this reason, as we progress upward in the cascade from the feed point, the total flow through the converters becomes progressively smaller. It follows, therefore, that in the ideal design each stage would be different in size from the adjacent stages. However, since the cost of construction of a production cascade is of great importance, a lower cost may be achieved by the use of many identical units. For this reason, the cascade is composed of a series of sections, each of which contains a large number of identical stages. The change in equipment size is accomplished in a step-wise manner by varying the equipment size of each so-called section. Circuit Balances Of major importance in a production cascade is the ability to calculate pressures, temperatures, and flows of the process gas which cannot be practically or economically measured by instrumentation. Since the cascade is made up of sections each of which contains a large number of identical stages and since the stage is the smallest separating unit of a cascade, these calculations are made on a stage basis. This system of calculating temperatures, pressures, and flows is commonly referred to as a circuit balance and consists of a series of calculations made from those pressures and temperatures ordinarily measured by instrumentation in the cascade, and from experimental data obtained from test loop studies. For illustration purposes, the pressures, temperatures, and flows in a typical X-31 stage which are taken by instrumentation, plus those to be calculated, are shown in Figure A-3. It is obvious that the cost to install instruments in every stage to measure all of the values indicated would be prohibitive.
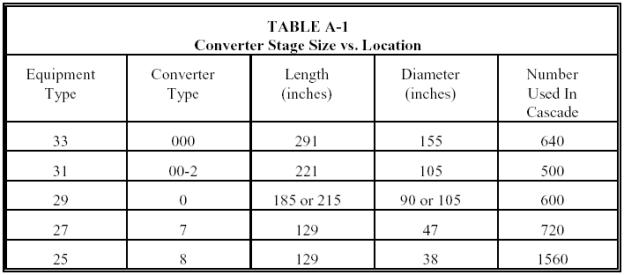
Because of their number and complexity, the mathematical formulas used in calculating the pressure points in Figure A-3 will not be presented. The operator will read and record only those values which are measured by instruments and will not be required to perform any of the mathematical calculations involved in completing a circuit balance. However, the following discussion will give an indication as to the procedures involved in determining these values. To calculate a circuit balance for Stage N in Figure A-3, pressures Pl and P2 and temperature Tl are recorded. Then, knowing P 1 and T 1 and a constant previously determined in a test loop, it is possible to calculate the flow WA (N - 1). Since the "A" barrel of the compressor has essentially a constant suction volume in the normal operating range, the interstage flow is proportional to the compressor "A" suction pressure and temperature. Next, it is known that the flow in a cascade must operate at a steady state condition to prevent an accumulation of deficiency of inventory in any one section. It may therefore be assumed that the flow downward to a stage is equal to the flow upward from the same stage. (This assumption is not valid for all stages in a cascade but for practical applications the error is negligible.) From this assumption, WB is equal to WA (N - 1). With P2, WB, and pressure drop data obtained in the test loop, P7 can be calculated. In a test loop, data is taken on converters of different sizes and types to determine pressure variations with different amounts of flow and cut. If WA is found in the same manner as WA (N - 1), it is then possible with the test loop data to calculate Pb. Also, with the converter data, and knowing WB, P7, and WT (WT = WA + WO, Po and subsequently, Pf are found. Again using pressure drop data, PS can be calculated from WT and Po, With P 5 P 3is calculated by knowing the "B" pressure ratio of the compressor. From the calculated values obtained from a circuit balance, it is possible to make further calculations which indicate the operational and productive characteristics of the cascade. For example, Pf, Pb, and the flows through a converter must be known before the actual permeability of the barrier can be calculated. Also, these values make it possible to accurately predict horsepower requirements under varying conditions of flow and pressure. Another important application of the circuit balance is in the determination of inventory in the cascade where pressures and temperatures not otherwise measured are required. <%CUT%> The actual separation of U235F6 from U238F6 in a gaseous diffusion plant is accomplished in the converter. The converter, sometimes referred to as a diffuser, contains the barrier tubing through which diffusion takes place. In the previous section we studied the flow through the converter as a part of a stage. In this section we will see what takes place inside the converter. In all, the entire cascade contains over 4000 converters -- one in each stage. The stage size varies with the location in the cascade as shown in the table below.
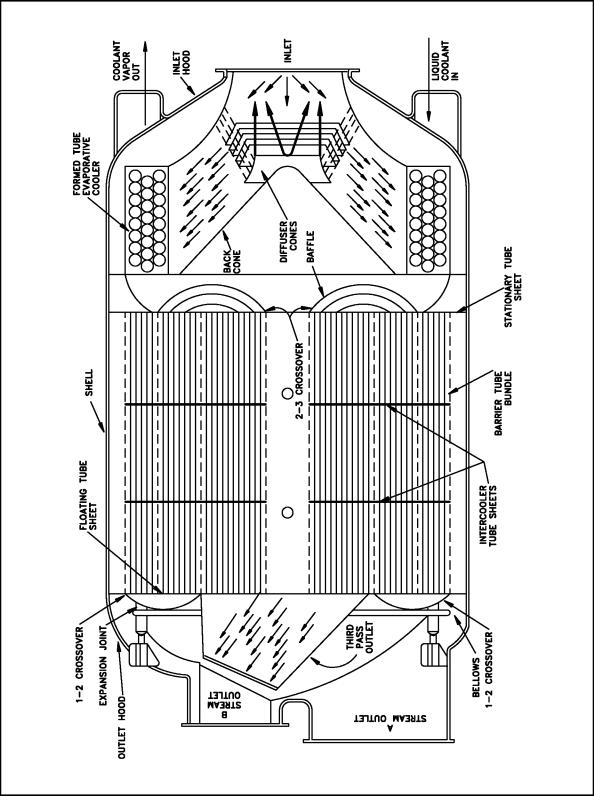
Externally, the converter resembles a large cylindrical tank resting on its side (see Figure A-4). There are openings at each end for the necessary piping connections. The outlet end of the converter contains the "A" and "B" stream process gas outlets. The other end contains the mixed process gas inlet and the stage coolant inlet and outlet. The cylindrical tank is called the shell and is constructed of steel with welded joints. Its internal surface is nickel plated. There are three external reinforcing flanges around the outside of the shell. The many hundreds of barrier tubes, or tube bundles, contained in one converter are held in place by the spool, or spool piece. The spool consists of struts and a central tube, or core, which is perforated and allows part of the "A" stream leaving the barrier tubes to reach the converter outlet. On either end of the core are tube sheets into the holes of which the barrier tubes are sealed by rolling or swagging. Tube sheets are also mounted on the core between the end tube sheets to support the barrier tubes.
Figure A-4 - Typical Converter The remainder of the
converter equipment, with the exception of the gas cooler, is designed to
direct the process gas flow inside the converter. The Gas Cooler The gas cooler's purpose
is to remove the heat of compression from the process gas which has just been
discharged from a compressor. Certain type of stages use a gas cooler contained
within the converter as shown on Figure A-4. The gas coolers may be separate
units placed between the compressors and the converters. Barrier Tubing In the early stages of
converter design, it was recognized that barriers made in the form of flat
sheets and stacked in a container would offer the most barrier area per unit
volume. For practical reasons, the barrier had to be made in the form of tubes.
More engineering knowledge was available for tubular construction and the
urgency of the problem did not allow any unnecessary development time. The use
of tubes also allowed more satisfactory replacement of damaged barrier
material. As a result, the barrier is made in the form of thin-walled tubes.
|
||
|
||