Custom Search
|
|
 
|
||
|
The environment in
which a metal exists has direct bearing on the corrosion rate of that metal.
Because of the unique environment possible in the nuclear industry, there are a
few specialized types of corrosion that must be considered. EO 1.20 DEFINE the following terms: a.Pitting corrosion b.Crevice corrosion c.Stress corrosion cracking EO 1.21 STATE the two conditions necessary for
pitting corrosion to occur. EO 1.22 STATE the particular hazard associated with
pitting corrosion. EO 1.23 STATE the four controls used to minimize
pitting corrosion. EO 1.24 IDENTIFY the three conditions necessary for
stress corrosion cracking to occur. EO 1.25 DEFINE the term chemisorption. EO 1.26 STATE the hazard of stress corrosion
cracking. EO 1.27 STATE the three controls used to prevent
stress corrosion cracking. EO 1.28 DESCRIBE the two types of stress corrosion
cracking that are of major concern to nuclear facilities including: a.Conditions for occurrence b.Method(s) used to minimize the probability of occurrence <%CUT%> Pitting and Crevice Corrosion Another possible effect
of dissolved oxygen is accelerated localized attack. This is especially likely
in areas of limited circulation. The resulting corrosion is called pitting
corrosion. Pitting corrosion occurs where the anodic site becomes fixed in a small area and the formation of holes (deep attack) in an otherwise unaffected area takes place. Crevice corrosion is a type of pitting corrosion that occurs specifically within the low flow region of a crevice.
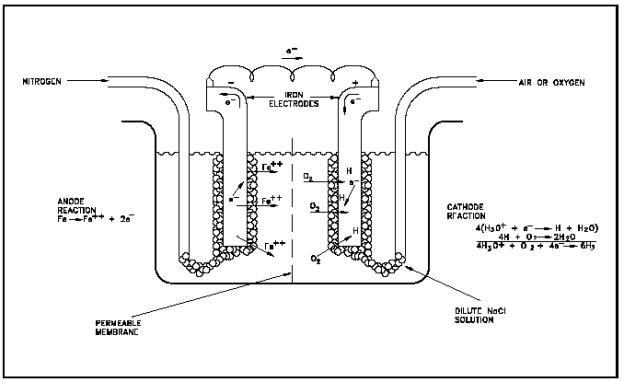
Figure 11 Differential
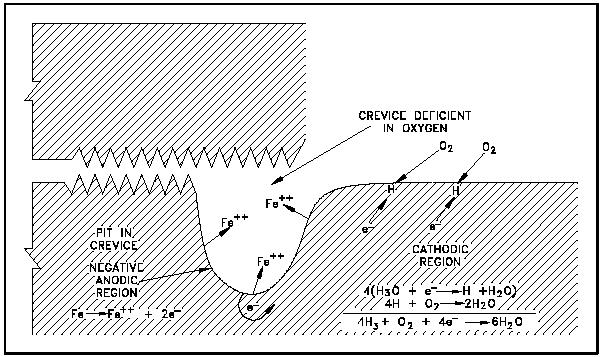
Aeration Cell To illustrate pitting attack, consider a special type of galvanic cell called a differential aeration cell such as the one illustrated in Figure 11. This particular differential aeration cell is showing current flow as a result of depolarization of one electrode (cathode) by oxygen. In this type of cell, two iron electrodes are exposed to a dilute solution of an electrolyte (NaCl, for example). Air (or oxygen) is bubbled around one electrode, and nitrogen is bubbled around the other. A current flows through the wire connecting the two electrodes. The difference in potential is a result of the difference in oxygen concentration at the two electrode surfaces. At the electrode exposed to nitrogen, electrons are given up by the iron as it is oxidized. These electrons readily flow through the external circuit to the electrode exposed to oxygen. At this depolarized electrode they can participate in a reduction reaction. As a result, oxidation occurs at the electrode exposed to nitrogen and reduction occurs at the aerated electrode. Oxidation at one electrode and reduction at the other creates a potential and a flow of current through the connecting wire. Note that loss of metal occurs at the electrode that is deficient in oxygen. In iron that is exposed to water, a similar action can occur if adjacent areas of the metal surface become exposed to solutions with different oxygen concentrations. For example, the solution in a crevice exchanges slowly with the bulk of the solution outside the crevice. Oxygen in the solution inside the crevice will be depleted initially by the corrosion reaction. 2Fe + O2 - 2FeO (2-12) This reaction alone does not produce a protective film on the metal. Because of restricted flow into the crevice, replenishment of oxygen will be very slow; therefore, the solution inside the crevice will have a low oxygen concentration relative to that outside the crevice as shown in Figure 12. The two adjacent areas then establish a concentration cell with electrons flowing from the region of low oxygen concentration to the region of high concentration. Thus, metal goes into solution (oxidation) inside the crevice, and reduction occurs outside the crevice. Metal ions diffuse out of the crevice, more metal dissolves, and the process continues. This results in the formation of a pit inside the crevice.
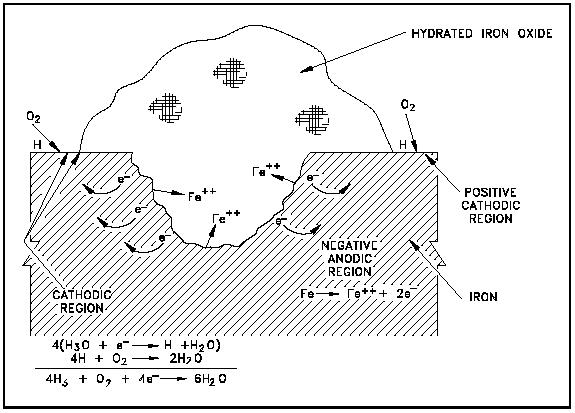
Figure 12 Representation of Crevice Pitting The presence of oxygen can also promote pitting at areas on the metal surface that are initially anodic with respect to an adjacent area. For example, suppose that adjacent areas on a metal surface exhibit slightly different oxidation potentials. Oxidation, or loss of metal, proceeds at the region of higher potential. Corrosion in the region of higher potential leads to formation (at least initially) of a porous oxide film. The thickness of the film formed on the adjacent cathodic region will be much less. Oxygen in the bulk of solution can reach the cathodic surface (with the thin film) more readily than it can the nearby anodic surface region (with the thicker oxide film). Depolarization of the cathodic region (thin film) by oxygen tends to maintain this region cathodic, while a deficiency of oxygen under the thicker porous corrosion film assists in maintaining an anodic condition in this region. The overall result is corrosion, or wasting away, of the metal in the anodic region under the thicker film. Thus, a pit in the metal surface is formed under the mound of surface oxide, as illustrated in Figure 13. Pitting of this type is common in both low temperature and high temperature iron-water systems if precautions are not taken to remove the oxygen from the water within the system.
Figure 13 Pit in Metal Surface Promoted by Depolarization It is also found that certain ions, notably chloride ions, cause pitting of iron and steel. The exact mechanism by which this occurs is not clear, but in some way chloride ions cause defects in the passivating oxide layer on the metal surface. The defects are highly localized and are surrounded by large passive areas that tend to be cathodic. Thus, a small anodic (oxidation) site is surrounded by a large cathodic (reduction) area. The current density will then be very large at the anodic site, and attack on the metal will be rapid. In some test cases, deep pits have been observed within a few hours. Pitting and crevice corrosion are a major hazard to a nuclear facility because of the rapid penetration of the metal with little overall loss of mass. A nuclear facility minimizes pitting and crevice corrosion by the following actions. Avoiding stagnant or low flow conditions. Using metals and alloys that are less susceptible to the corrosion. Avoiding agents in the medium that cause pitting (for example, chlorides and oxygen). Designing the system and components such that no crevices are present.
|
||
|
||