| Tweet |

Custom Search
|
|
 
|
||
|
Holding Work in Chucks
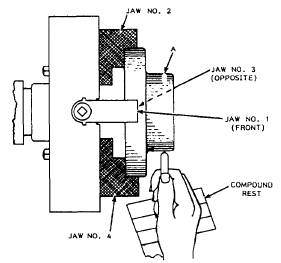
The independent chuck and universal chuck are used more often than other work-holding devices in lathe operations. The universal chuck is used for holding relatively true cylindrical work when the time required to do the job is more important than the concentricity of the machined surface and the holding power of the chuck When the work is irregular in shape, must be accurately centered, or must be held securely for heavy feeds and depth of cuts, an independent chuck is used. FOUR- JAW INDEPENDENT CHUCK.-Figure 9-23 shows a rough cylindrical casting mounted in a four-jaw independent lathe chuck on the spindle of the lathe. Before truing the work, determine which part you wish to have turned true. To mount this casting in the chuck, proceed as follows: 1. Adjust the chuck jaws to receive the casting. The same point on each jaw should touch the same ring on the face of the chuck If there are no
Figure 9-23.Work mounted in a four-jaw chuck. rings, put each jaw the same distance from the outside edge of the body of the chuck. 2. Fasten the work in the chuck by turning the adjusting screw on jaw 1 and then on jaw 3, a pair of jaws which are opposite each other. Next, tighten jaws 2 and 4. 3. At this stage the work should be held in the jaws just tightly enough so it will not fall out of the chuck while you turn it. 4. Revolve the spindle slowly by hand and, with a piece of chalk, mark the high spot (A in fig. 9-23) on the work while it is revolving. Steady your hand on the tool post while holding the chalk. 5. Stop the spindle. Locate the high spot on the work and move the high spot toward the center of the chuck by releasing the jaw opposite the chalk mark and tightening the one nearest the mark 6. Sometimes the high spot on the work will be located between adjacent jaws. In that case, loosen the two opposite jaws and tighten the jaws adjacent to the high spot. THREE-JAW UNIVERSAL CHUCK.The three-jaw universal or scroll chuck is made so that all jaws move at the same time. A universal chuck will center almost exactly at the first clamping, but after a long period of use may develop inaccuracies of up to 0.010 inch in centering the work. You can usually correct the inaccuracy by inserting a piece of paper or thin shim stock between the jaw and the work on the high side. When you chuck thin sections, be careful not to clamp the work too tightly because the work will distort. If you machine distorted work, the finished work will have as many high spots as there are jaws, and the turned surface will not be true. Care of Chucks To preserve the accuracy of a chuck, handle it carefully and keep it clean and free from grit. NEVER force a chuck jaw by using a pipe as an extension on the chuck wrench. Before mounting a chuck, remove the live center and fill the hole with a rag to prevent chips and dirt from getting into the tapered hole of the spindle. Clean and oil the threads of the chuck and the spindle nose. Dirt or chips on the threads will not allow the chuck to run true when it is screwed up to the shoulder. Screw the chuck on carefully, tightening it just enough to make it difficult to remove. Never use mechanical power to install a chuck. To remove a chuck, place a spanner wrench on the collar of the chuck and strike a smart blow on the handle of the wrench with your hand. When you mount or remove a heavy chuck, lay a board across the bed ways to protect them; the board will support the chuck as you put it on or take it off. The comments on mounting and removing chucks also apply to faceplates. |
 
|
|
|
||