| Tweet |

Custom Search
|
|
 
|
||
|
Breakdown Rolling Breakdown rolling may be accomplished with static or vibratory steel-wheel rollers. Breakdown rolling should start on the low side of the hot bituminous mat, which is usually the outside of the lane being paved, and progress toward the high side. The reason for this is that hot bituminous mixtures tend to migrate towards the low side of the mat under the action of the roller. If rolling is started on the high side, this migration is much more pronounced than if the rolling progresses from the low side. When adjoining lanes are placed, the same rolling procedure should be followed, but only after compaction of the longitudinal joint. A rolling pattern that provides the most uniform coverage of the lane being paved should be used. Rollers vary in width, and a single recommended pattern that applies to all rollers is impractical. For this reason, the best rolling pattern for each roller being used should be worked out and followed to obtain the most uniform compaction across the lane. The rolling pattern not only includes the number of passes but also the location of the first pass, the sequence of succeeding passes, and the overlapping between passes. Rolling speed should not exceed 3 mph. In addition, sharp turns and quick starts or stops are to be avoided. For thin lifts (a lift of less than 2 inches compacted thickness), a recommended rolling pattern for static
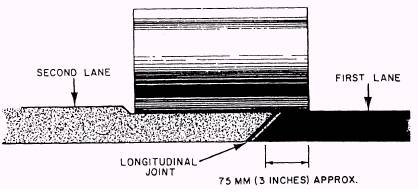
Figure 11-51.-Rolling a hot longitudinal joint.
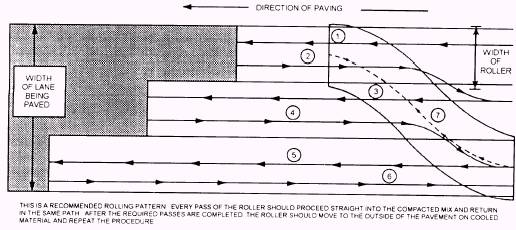
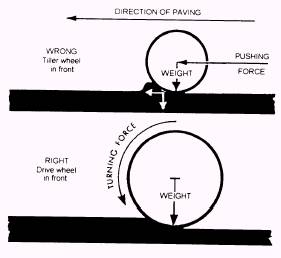
Figure 11-52.-Correct rolling pattern. steel-tired rollers is shown in figure 11-52. The rolling operation should start from the edge of the hot mat on the low side with the roller moving forward as close behind the paver as possible. The second movement of the roller should be reversed in the same path until the roller has reached previously compacted material. At this point align the roller for pass number three, again staying as close as possible behind the paver. The fourth movement is a reversal of the third path and a repetition of the third operation. After the entire width of the hot mix has been rolled in this fashion, you should swing the roller back to the low side and repeat the process. With this pattern, on each forward pass the roller only needs to overlap the previous rolled area by 3 to 4 inches. For thick lifts (a lift of 4 inches or more compacted thickness), the rolling process should start 12 to 15 inches from the lower unsupported edge and progress towards the center portion of the hot mix. The uncompacted edge provides initial confinement during the first pass, thus minimizing lateral movement of the hot mix. After the central portion of the hot mix has been rolled and compacted, the compacted portion of the hot mix will support the roller and allow the edge to be compacted without lateral movement. When using steel-wheeled rollers, the operation should always progress with the drive wheel forward in the direction of travel. This is especially important in breakdown rolling. A primary reason that breakdown rolling should be done with the drive wheel in the direction of travel is that there is a more direct vertical load applied by this wheel than by the tiller wheel (fig. 11-53). If the breakdown pass of the roller is made with the tiller wheel forward, the pushing force and the weight arc slightly ahead of the downward vertical force, causing material to push up in front of the wheel. The greater weight of the drive wheel produces the compaction, while the turning force tends to tuck the hot mix under the front of the wheel. There are cxceptions to rolling with the drive wheel forward. They usually occur when superelevations are being constructed or if the grade on which the asphalt mix is being placed is excessive. The exception occurs when, due to these high grades, the drive wheel of the roller begins to chatter on the hot mat, causing displacement of the hot mix resulting with a very rough
Figure 11-53.-Forces acting when tiller wheel or drive wheel is forward. surface. In these cases, the roller must be turned around to allow the tiller wheel to compact the material partially so the drive wheel can then proceed over it. |
 
|
|
|
||
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|