| Tweet |

Custom Search
|
|
 
|
||
|
TURBINE MIDFRAME DAMAGE.- The following paragraphs describe damage that you may find when inspecting the turbine midframe. Discoloration. - On low-time liners, the coloration is random and sometimes appears as a wavy surface. The coloration is random both axially and circumferentially. On high-time liners you may observe some axial carbon streaking. There are no service limits on discoloration Liner Cracking.- Initial deterioration of the turbine midframe liners occurs at the forward inner liner flange in the form of axial cracking. It is difficult to determine the magnitude or length of a crack in this area. The area is immediately aft of the HP turbine stage 2 blade platforms. Small tight cracks will probably not be noticed. Of primary interest is that there are no cracks with visible turned up edges. If cracking is observed in the forward inner liner flange, you can use a fiberscope for a closer look to establish the extent of the crack and the adjacent area condition. Cracking can also occur around the leading edge weld beads on the strut fairings at both the inner and outer liner areas. Liner Distortion.- Turbine midframe distortion most commonly occurs in the 10 to 12 o'clock area of the outer liner forward flange. The only relative gauge a v a i l a b le f or c o m p a r a t i ve assessment (roundness/ contour) is the HP turbine stage 2 blade tip arc and the stage 2 shroud contour. A fiberscope is recommended for the final assessment of any suggested distortion of the liner. You will need a guide tube to position the fiberscope. Power Turbine The most common problem in the power turbine section is usually a loss of the hard coat on the tip shroud. Notch wear and subsequent blade bending are direct results of tip shroud hard coat loss. Notch wear and blade bending will ultimately lead to fatigue failure of the airfoil. The actual loss of the hard coat cannot be confirmed through the borescope. It can be confirmed by removal of the upper case and actual physical inspection of the tip shrouds. You can seethe symptoms through the borescope by looking at the notch with probe No. 1. Uneven notch wear may indicate loss of the hard coat. You should carefully inspect for any transverse cracks in the blade airfoil around the 10 percent span. Any cracking is cause for replacement of the power turbine. The power turbine first-stage blades also have a history of deposit buildup that leads to rotor unbalance and excessive vibration. For reference to parts nomenclature used in this section, refer to figure 2-11, sections F and G. Power turbine damage that you may find is described in the following paragraphs. CRACKS IN BLADES.- Inspect the total airfoil, platform, and tip shrouds for evidence of cracks. If you suspect a specific area, use the high-magnification probe. You will see a limited amount of the stage 1 blading when viewing aft from the turbine midframe liner inspection ports. You can see more detail with a fiberscope or by viewing forward from the turbine exhaust duct. Cracks will show depth and under magnification will show edge material definition. Be sure to distinguish cracks from false indications such as smears and carbon streaks. NICKS AND DENTS.- Record these defects in relation to the percent span and percent chord for magnitude and location on the blade. Record also the condition of the blade material adjacent (at the extremities of the defect) to the observed defect. Record any cracking or sharpness of nicks or dents. Investigate smooth impact deformities to determine the origin of damage. WEAR.- Inspect LP turbine rotor blade tip shroud interlocks or circumferential mating surface for wear at stage 1. Wear is observable and will appear as shown in figure 2-31. DIRT, COLORATION, PITTING, AND CORROSION.- High-time LP turbine rotor assemblies may show airfoil surface irregularities that could be dirt accumulation, carbon buildup, surface pitting from particles in the gas stream, or corrosion of the blade material. Dirt and coloration are of little concern; however pitting and corrosion may be significant. Evaluating Physical Size
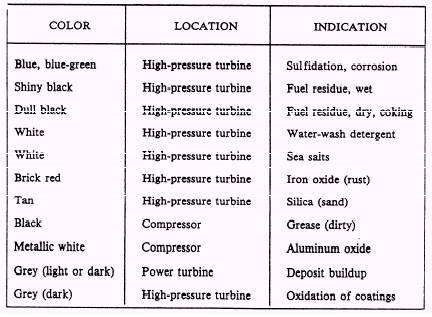
Figure 2-31.- Power turbine shroud wear. You determine physical size in several ways. By using dimensional data in the manufacturer's technical manual, you can estimate size by making a comparison to a known dimension in the field of view. Another way you can evaluate size, particularly in regard to cracks, is to use a lockwire of a known diameter. The lockwire is inserted into the field of view and placed next to the crack for size comparison. When using this method, you should be sure that the lockwire cannot fall inside the engine. Using an absolute reference for size, such as the lockwire or a known dimension, is more reliable than estimating the size through a borescope. Color Evaluations During inspections, you can observe deposits or various forms of deterioration. Table 2-3 is an engine color chart that lists the color of common deposits and Table 2-3.- Engine Condition Color Chart
conditions. This information will aid you in interpreting what you see by evaluating the color of the area or component. Color photographs taken through the borescope are an effective method to record the results of an inspection. It is difficult to make accurate color interpretation. Table 2-3 is only an aid. The only color indication that might give immediate cause for concern is aluminum oxide splatter in the hot section of the engine. Other colorations are normal and do not limit the service life of the engine. WATER WASHING Water washing an engine as a prerequisite to borescope inspections is the best way to achieve an accurate evaluation of an engine's condition. Dirt and soft carbon deposits may obscure small cracks and pitting that could be missed if the engine were dirty. For more information on borescoping procedures, you should consult the technical manual for Internal Inspection and Evaluation of Marine Gas Turbine E n g i n es (M o d el LM2500), NAVSEA S9234-D1-GTP-010. REPORTING INSPECTION RESULTS Unless a discrepancy is found, you do not have to enter routine borescope inspections in the Marine Gas Turbine Engine Service Record (MGTESR). However, if the inspection was conducted as a troubleshooting procedure due to an engine malfunction or was ordered by a higher authority, you must log the inspection and note the findings. You must evaluate and report all major damage or exceeded service limits to NAVSEA. If the damage or wear is extensive, the engine must be replaced. Further information on the MGTESR is provided in chapter 1 of this TRAMAN and Naval Ships' Technical Manual (NSTM), chapter 234, "Marine Gas Turbines." |
||
|
||