|
||
|
|
||
| |||||||||||||||
|
|
NORMALIZING Normalizing is a type of heat treatment applicable to ferrous metals only. It differs from annealing in that the metal is heated to a higher temperature and then removed from the furnace for air cooling. The purpose of normalizing is to remove the internal stresses induced by heat treating, welding, casting, forging, forming, or machining. Stress, if not controlled, leads to metal failure; therefore, before hardening steel, you should normalize it first to ensure the maximum desired results. Usually, low-carbon steels do not require normalizing; however, if these steels are normalized, no harmful effects result. Castings are usually annealed, rather than normalized; however, some castings require the normalizing treatment. Table 2-2 shows the approximate soaking periods for normalizing steel. Note that the soaking time varies with the thickness of the metal. Normalized steels are harder and stronger than annealed steels. In the normalized condition, steel is much tougher than in any other structural condition. Parts subjected to impact and those that require maximum toughness with resistance to external stress are usually normalized. In normalizing, the mass of metal has an influence on the cooling rate and on the resulting structure. Thin pieces cool faster and are harder after normalizing than thick ones. In annealing (furnace cooling), the hardness of the two are about the same. HARDENING The hardening treatment for most steels consists of heating the steel to a set temperature and then cooling it rapidly by plunging it into oil, water, or brine. Most steels require rapid cooling (quenching) for hardening but a few can be air-cooled with the same results. Hardening increases the hardness and strength of the steel, but makes it less ductile. Generally, the harder the steel, the more brittle it becomes. To remove some of the brittleness, you should temper the steel after hardening. Many nonferrous metals can be hardened and their strength increased by controlled heating and rapid cooling. In this case, the process is called heat treatment, rather than hardening. To harden steel, you cool the metal rapidly after thoroughly soaking it at a temperature slightly above its upper critical point. The approximate soaking periods for hardening steel are listed in table 2-2. The addition of alloys to steel decreases the cooling rate required to produce hardness. A decrease in the cooling rate is an advantage, since it lessens the danger of cracking and warping. Pure iron, wrought iron, and extremely low-carbon steels have very little hardening properties and are difficult to harden by heat treatment. Cast iron has limited capabilities for hardening. When you cool cast iron rapidly, it forms white iron, which is hard and brittle. And when you cool it slowly, it forms gray iron, which is soft but brittle under impact. In plain carbon steel, the maximum hardness obtained by heat treatment depends almost entirely on the carbon content of the steel. As the carbon content increases, the hardening ability of the steel increases; however, this capability of hardening with an increase in carbon content continues only to a certain point. In practice, 0.80 percent carbon is required for maximum hardness. When you increase the carbon content beyond 0.80 percent, there is no increase in hardness, but there is an increase in wear resistance. This increase in wear resistance is due to the formation of a substance called hard cementite. When you alloy steel to increase its hardness, the alloys make the carbon more effective in increasing hardness and strength. Because of this, the carbon content required to produce maximum hardness is lower than it is for plain carbon steels. Usually, alloy steels are superior to carbon steels. Carbon steels are usually quenched in brine or water, and alloy steels are generally quenched in oil. When hardening carbon steel, remember that you must cool the steel to below 1000F in less than 1 second. When you add alloys to steel, the time limit for the temperature to drop below 1000F increases above the 1-second limit, and a slower quenching medium can produce the desired hardness. Quenching produces extremely high internal stresses in steel, and to relieve them, you can temper the steel just before it becomes cold. The part is removed from the quenching bath at a temperature of about 200F and allowed to air-cool. The temperature range from 200F down to room temperature is called the "cracking range" and you do not want the steel to pass through it. In the following paragraphs, we discuss the different methods of hardening that are commercially used. In the Seabees, we use a rapid surface hardening compound called "Case" that can be ordered through the Navy supply system. Information on the use of "Case" is located in the Welding Materials Handbook, P-433. Case Hardening Case hardening produces a hard, wear-resistant surface or case over a strong, tough core. The principal forms of casehardening are carburizing, cyaniding, and nitriding. Only ferrous metals are case-hardened. Case hardening is ideal for parts that require a wear-resistant surface and must be tough enough internally to withstand heavy loading. The steels best suited for case hardening are the low-carbon and low-alloy series. When high-carbon steels are case-hardened, the hardness penetrates the core and causes brittleness. In case hardening, you change the surface of the metal chemically by introducing a high carbide or nitride content. The core remains chemically unaffected. When heat-treated, the high-carbon surface responds to hardening, and the core toughens. CARBURIZING.- Carburizing is a case-hardening process by which carbon is added to the surface of low-carbon steel. This results in a carburized steel that has a high-carbon surface and a low-carbon interior. When the carburized steel is heat-treated, the case becomes hardened and the core remains soft and tough. Two methods are used for carburizing steel. One method consists of heating the steel in a furnace containing a carbon monoxide atmosphere. The other method has the steel placed in a container packed with charcoal or some other carbon-rich material and then heated in a furnace. To cool the parts, you can leave the container in the furnace to cool or remove it and let it air cool. In both cases, the parts become annealed during the slow cooling. The depth of the carbon penetration depends on the length of the soaking period. With today's methods, carburizing is almost exclusively done by gas atmospheres. CYANIDING.- This process is a type of case hardening that is fast and efficient. Preheated steel is dipped into a heated cyanide bath and allowed to soak. Upon removal, it is quenched and then rinsed to remove any residual cyanide. This process produces a thin, hard shell that is harder than the one produced by carburizing and can be completed in 20 to 30 minutes vice several hours. The major drawback is that cyanide salts are a deadly poison. NITRIDING.- This case-hardening method produces the hardest surface of any of the hardening processes. It differs from the other methods in that the individual parts have been heat-treated and tempered before nitriding. The parts are then heated in a furnace that has an ammonia gas atmosphere. No quenching is required so there is no worry about warping or other types of distortion. This process is used to case harden items, such as gears, cylinder sleeves, camshafts and other engine parts, that need to be wear resistant and operate in high-heat areas. Flame Hardening Flame hardening is another procedure that is used to harden the surface of metal parts. When you use an oxyacetylene flame, a thin layer at the surface of the part is rapidly heated to its critical temperature and then immediately quenched by a combination of a water spray and the cold base metal. This process produces a thin, hardened surface, and at the same time, the internal parts retain their original properties. Whether the process is manual or mechanical, a close watch must be maintained, since the torches heat the metal rapidly and the temperatures are usually determined visually. Flame hardening may be either manual or automatic. Automatic equipment produces uniform results and is more desirable. Most automatic machines have variable travel speeds and can be adapted to parts of various sizes and shapes. The size and shape of the torch depends on the part. The torch consists of a mixing head, straight extension tube, 90-degree extension head, an adjustable yoke, and a water-cooled tip. Practically any shape or size flame-hardening tip is available (fig. 2-1).
Figure 2-1.-Progressive hardening torch tip. Tips are produced that can be used for hardening flats, rounds, gears, cams, cylinders, and other regular or irregular shapes. In hardening localized areas, you should heat the metal with a standard hand-held welding torch. Adjust the torch flame to neutral (see chapter 4) for normal heating; however, in corners and grooves, use a slightly oxidizing flame to keep the torch from sputtering. You also should particularly guard against overheating in comers and grooves. If dark streaks appear on the metal surface, this is a sign of overheating, and you need to increase the distance between the flame and the metal. For the best heating results, hold the torch with the tip of the inner cone about an eighth of an inch from the surface and direct the flame at right angles to the metal. Sometimes it is necessary to change this angle to obtain better results; however, you rarely find a deviation of more than 30 degrees. Regulate the speed of torch travel according to the type of metal, the mass and shape of the part, and the depth of hardness desired. In addition, you must select the steel according to the properties desired. Select carbon steel when surface hardness is the primary factor and alloy steel when the physical properties of the core are also factors. Plain carbon steels should contain more than 0.35% carbon for good results inflame hardening. For water quenching, the effective carbon range is from 0.40% to 0.70%. Parts with a carbon content of more than 0.70% are likely to surface crack unless the heating and quenching rate are carefully controlled. The surface hardness of a flame-hardened section is equal to a section that was hardened by furnace heating and quenching. The decrease in hardness between the case and the core is gradual. Since the core is not affected by flame hardening, there is little danger of spalling or flaking while the part is in use. Thus flame
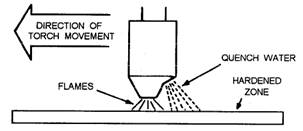
Figure 2-2.-Progressive hardening. hardening produces a hard case that is highly resistant to wear and a core that retains its original properties. Flame hardening can be divided into five general methods: stationary, circular band progressive, straightline progressive, spiral band progressive, and circular band spinning. STATIONARY METHOD.- In this method the torch and the metal part are both held stationary. CIRCULAR BAND PROGRESSIVE METHOD.This method is used for hardening outside surfaces of round sections. Usually, the object is rotated in front of a stationary torch at a surface speed of from 3 to 12 inches per minute. The heating and quenching are done progressively, as the part rotates; therefore, when the part has completed one rotation, a hardened band encircles the part. The width of the hardened band depends upon the width of the torch tip. To harden the full length of a long section, you can move the torch and repeat the process over and over until the part is completely hardened. Each pass or path of the torch should overlap the previous one to prevent soft spots. STRAIGHT-LINE PROGRESSIVE METHOD.With the straight-line progressive method, the torch travels along the surface, treating a strip that is about the same width as the torch tip. To harden wider areas, you move the torch and repeat the process. Figure 2-2 is an example of progressive hardening. SPIRAL BAND PROGRESSIVE METHOD.For this technique a cylindrical part is mounted between lathe centers, and a torch with an adjustable holder is mounted on the lathe carriage. As the part rotates, the torch moves parallel to the surface of the part. This travel is synchronized with the parts rotary motion to produce a continuous band of hardness. Heating and quenching occur at the same time. The number of torches required depends on the diameter of the part, but seldom are more than two torches used. CIRCULAR BAND SPINNING METHOD.The circular band spinning method provides the best results for hardening cylindrical parts of small or medium diameters. The part is mounted between lathe centers and turned at a high rate of speed pasta stationary torch. Enough torches are placed side by side to heat the entire part. The part can be quenched by water flowing from the torch tips or in a separate operation. When you perform heating and quenching as separate operations, the tips are water-cooled internally, but no water sprays onto the surface of the part. In flame hardening, you should follow the same safety precautions that apply to welding (see chapter 3). In particular, guard against holding the flame too close to the surface and overheating the metal. In judging the temperature of the metal, remember that the flame makes the metal appear colder than it actually is. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |