|
||
|
|
||
| |||||||||||||||
|
|
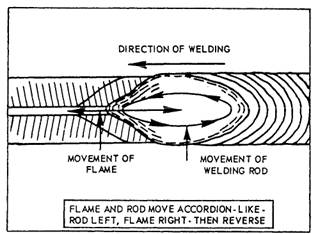
FUSION WELDING PIPE In oxygas welding of pipe, many tests have proved that fusion welded pipe joints, when properly made, are as strong as the pipe itself. For success in oxygas welding of pipe, three essential requirements must be met: there must be a convenient source of controlled heat available to produce rapid localized melting of the metal, the oxides present on the surface or edges of the joints must be removed, and a metal-to-metal union between the edges or surfaces to be joined must be made by means of molten metal. One method used for welding steel and wrought iron pipe is known as FUSION WELDING. This method involves melting the pipe metal and adding metal from a rod of similar composition. The welding operation performed at the top of a joint in a horizontal pipe is shown diagrammatically in figure 5-11. This shows the BACKHAND welding technique. The rod and flame are moved alternately toward and away from each other, as shown in figure 5-12. Full strength oxygas welds can be made in any welding position. The cohesiveness of the molten metal, the pressure of the flame, the support of the weld metal already deposited, and the manipulation of the rod all combine
Figure 5-12.-Flame and rod motion with backhand technique. to keep the molten metal in the puddle from running or falling. The soundness and strength of welds depend on the quality of the welding rod used. If you have any doubt about the quality of the rods or are not sure of the type to use, then it would be to your advantage to contact the manufacturer or one of his distributors. If the rod is supplied through the federal stock system, supply personnel should be able to look up the information based on the federal stock number of the rod.
Figure 5-13.-Chain clamps quickly align pipe fittings of any description. The Linde Company has a method of fusion welding that is remarkably fast and produces welds of high quality. Anyone can use this process for welding pipe if they adhere to the following conditions: 1. Use an excess fuel-gas flame. 2. Use a welding rod containing deoxidizing agents. 3. Use the backhand welding technique. The following is a brief explanation of the previously mentioned conditions: 1. EXCESS FUEL-GAS FLAME. The base metal surface, as it reaches white heat, absorbs carbon from the excess fuel-gas flame. The absorption of carbon lowers the melting point of steel, thereby the surface melts faster and speeds up the welding action. 2. SPECIAL WELDING ROD. The deoxidizing agents in the recommended rod eliminates the impurities and prevents excess oxidation of carbon. Were it not for this action, considerable carbon, the most valuable strengthening element of steel, would be lost. Thus, even in high-carbon, high-strength pipe, the weld metal is as strong as, or stronger than the pipe material. 3. BACKHAND TECHNIQUE. This technique produces faster melting of the base metal surfaces. Also, a smaller bevel can be used which results in a savings of 20 to 30 percent in welding time, rods, and gases. One of the most valuable tools you can use when welding pipe is the pipe clamp. Pipe clamps hold the pipe in perfect alignment until tack welds are placed. They are quick opening and you can move or attach a clamp quickly. Figure 5-13 shows four different types of chain clamps that are used for pipe welding. If these clamps are not available, you can fabricate your own by welding two C-clamps to a piece of heavy angle iron. A piece of 3/8-inch angle iron that is 4 inches by 4 inches by 12 inches is usually suitable. When working with small-diameter pipe, you can lay it in apiece of channel iron to obtain true alignment for butt welding. When the pipe you are working on has a large diameter, you can use a wide flange beam for alignment purposes. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |