|
||
|
|
||
| |||||||||||||||
|
|
SOLDERING TECHNIQUES The two soldering methods most often used are soldering with coppers or torch soldering. The considerations that apply to these methods of soldering are as follows: 1. Clean all surfaces of oxides, dirt, grease, and other foreign matter. 2. Use the proper flux for the particular job. Some work requires the use of corrosive fluxes, while other work requires the use of noncorrosive fluxes. Remember, the melting point of the flux must be BELOW the melting point of the solder you are going to use. 3. Heat the surfaces just enough to melt the solder. Solder does not stick to unheated surfaces; however, you should be very careful not to overheat the solder, the soldering coppers, or the surfaces to be joined. Heating solder above the work temperature increases the rate of oxidation and changes the proportions of tin and lead. 4. After making a soldered joint, you should remove as much of the corrosive flux as possible. Sweat Soldering Sweat soldering is used when you need to make a joint and not have the solder exposed. You can use this process on electrical and pipe connections. To make a sweated joint, you should clean, flux, and tin each adjoining surface. Hold the pieces firmly together and
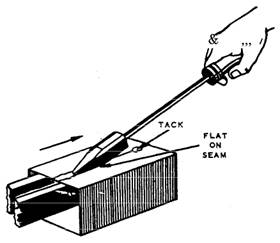
Figure 6-9.-Soldering a seam. heat the joint with a soldering copper or a torch until the solder melts and joins the pieces together. Remove the source of heat and keep the parts firmly in position until the solder has completely hardened. Cleaning any residue from the soldered area completes the job. Seam Soldering Seam soldering involves running a layer of solder along the edges of a joint. Solder seam joints on the inside whenever possible. The best method to use for this process is soldering coppers, because they provide better control of heat and cause less distortion. Clean and flux the areas to be soldered. If the seam is not already tacked, grooved, riveted, or otherwise held together, tack the pieces so the work stays in position. Position the piece so the seam does not rest directly on the support. This is necessary to prevent loss of heat to the support. After you have firmly fastened the pieces together, solder the seam. Heat the area by holding the copper against the work. The metal must absorb enough heat from the copper to melt the solder, or the solder will not adhere. Hold the copper so one tapered side of the head is flat against the seam, as shown in figure 6-9. When the solder begins to flow freely into the seam, draw the copper along the seam with a slow, steady motion. Add as much solder as necessary without raising the copper from the work. When the copper becomes cold, you should use the other copper and reheat the first one. Change coppers as often as necessary. Remember, the best soldered seams are made without lifting the copper from the work and without retracing completed work. Allow the joint to cool and the solder to set before
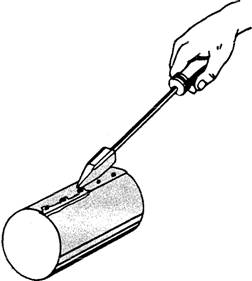
Figure 6-10.-Soldering a riveted seam.
Figure 6-11.-Making solder beads. moving the joint. When you use a corrosive flux, clean the joint by rinsing it with water and then brushing or wiping it with a clean, damp cloth. Riveted seams are often soldered to make them watertight. Figure 6-10 shows the procedure for soldering a riveted seam. Solder beads, or solder shots, are sometimes used for soldering square, rectangular, or cylindrical bottoms. To make the solder beads, hold the solder against a hot copper and allow the beads to drop onto a clean surface, as shown in figure 6-11. To solder a bottom seam with solder beads, you should first flux the seam before dropping one of the cold beads of solder into the container. Place the hot soldering copper against the seam, as shown in figure
Figure 6-12.-Soldering a bottom seam. 6-12. Hold the copper in one position until the solder starts to flow freely into the seam. Draw the copper slowly along the seam, turning the work as you go. Add more beads as you need them and reheat the copper as necessary. To heat an electric soldering copper, you merely plug it in. Otherwise, the procedure is much the same as that just described. Be very careful not to let an electric soldering copper overheat. Overheating can burn out the electrical element as well as damage the copper and tinning, Soldering Aluminum Alloys Soldering aluminum alloys is more difficult than soldering many other metals. The difficulty arises primarily from the layer of oxide that always covers aluminum alloys. The thickness of the layer depends on the type of alloy and the exposure conditions. Using the proper techniques, many of the aluminum alloys can be successfully soldered. Wrought aluminum alloys are usually easier to solder than cast aluminum alloys. Heat-treated aluminum alloys are extremely difficult to solder, as are aluminum alloys containing more than 1% magnesium. The solders used for aluminum alloys are usually tin-zinc or tin-cadmium alloys. They are generally called ALUMINUM SOLDERS. Most of these solders have higher melting points than the tin-lead solders used for ordinary soldering. Corrosive and noncorrosive fluxes are used for soldering aluminum. The first step in soldering aluminum is to clean the surfaces and remove the layer of oxide. If a thick layer of oxide is present, you should remove the main part of it mechanically by filing, scraping, sanding, or wire brushing. A thin layer of oxide can often be removed by using a corrosive flux. Remember, remove any residual flux from the joint after the soldering is finished. After cleaning and fluxing the surfaces, you should tin the surfaces with aluminum solder. Apply flux to the work surfaces and to the solder. You can tin the surfaces with a soldering copper or with a torch. If you use a torch, do not apply heat directly to the work surfaces, to the solder, or to the flux. Instead, play the torch on a nearby part of the work and let the heat conduct through the metal to the work area. Do not use more heat than is necessary to melt the solder and tin the surfaces. Work the aluminum solder well into the surfaces. After tinning the surfaces, the parts may be sweated together. Another procedure you can use for soldering aluminum alloys is to tin the surfaces with an aluminum solder and then use a regular tin-lead solder to join the tinned surfaces. This procedure can be used when the shape of the parts prevents the use of the sweating method or demands a large amount of solder. When using tin-lead solder with aluminum solder, you do not have to use flux. After soldering is complete, you should clean the joints with a wire brush, soap and water, or emery cloth. Ensure that you remove all the flux from the joint since any flux left will cause corrosion. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |