|
||
|
|
||
| |||||||||||||||
|
|
VERTICAL-POSITION WELDING A "vertical weld" is defined as a weld that is applied to a vertical surface or one that is inclined 45 degrees or less (fig. 7-35). Erecting structures, such as buildings, pontoons, tanks, and pipelines, require welding in this position. Welding on a vertical surface is much more difficult than welding in the flat or horizontal position due to the force of gravity. Gravity pulls the molten metal down. To counteract this force, you should use fast-freeze or fill-freeze electrodes. Vertical welding is done in either an upward or downward position. The terms used for the direction of welding are vertical up or vertical down. Vertical down welding is suited for welding light gauge metal because the penetration is shallow and diminishes the possibility of burning through the metal. Furthermore, vertical down welding is faster which is very important in production work. Current Settings and Electrode Movement In vertical arc welding, the current settings should be less than those used for the same electrode in the flat position. Another difference is that the current used for welding upward on a vertical plate is slightly higher than the current used for welding downward on the same plate.
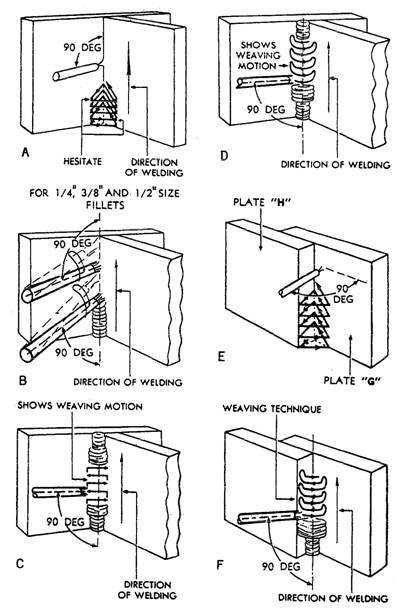
Figure 7-36.-Bead welding in the vertical position. To produce good welds, you must maintain the proper angle between the electrode and the base metal. In welding upward, you should hold the electrode at 90 degrees to the vertical, as shown in figure 7-36, view A. When weaving is necessary, oscillate the electrode, as shown in figure 7-36, view B. In vertical down welding, incline the outer end of the electrode downward about 15 degrees from the horizontal while keeping the arc pointing upward toward the deposited molten metal (figure 7-36, view C). When vertical down welding requires a weave bead, you should oscillate the electrode, as shown in figure 7-36, view D. Joint Type Vertical welding is used on most types of joints. The types of joints you will most often use it on are tee joints, lap joints, and butt joints. When making fillet welds in either tee or lap joints in the vertical position, hold the electrode at 90 degrees to the plates or not more than 15 degrees off the horizontal for proper molten metal control. Keep the arc short to obtain good fusion and penetration. TEE JOINTS.- To weld tee joints in the vertical position, start the joint at the bottom and weld upward.
Figure 7-37.-Fillet welds in the vertical position. Move the electrode in a triangular weaving motion, as shown in figure 7-37, view A. A slight pause in the weave, at the points indicated, improves the sidewall penetration and provides good fusion at the root of the joint. When the weld metal overheats, you should quickly shift the electrode away from the crater without breaking the are, as shown in figure 7-37, view B. This permits the molten metal to solidify without running downward. Return the electrode immediately to the crater of the weld in order to maintain the desired size of the weld. When more than one pass is necessary to make a tee weld, you may use either of the weaving motions shown in figure 7-37, views C and D. A slight pause at the end of the weave will ensure fusion without undercutting the edges of the plates. LAP JOINTS.- To make welds on lap joints in the vertical position, you should move the electrode in a triangular weaving motion, as shown in figure 7-37, view E. Use the same procedure, as outlined above for the tee joint, except direct the electrode more toward the vertical plate marked "G." Hold the arc short, and pause
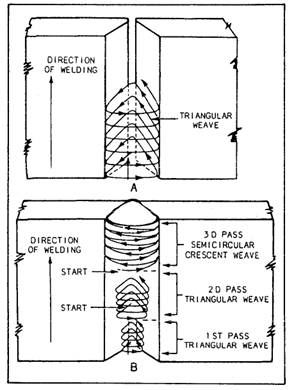
Figure 7-38.-Butt joint welding in the vertical position. slightly at the surface of plate G. Try not to undercut either of the plates or to allow the molten metal to overlap at the edges of the weave. Lap joints on heavier plate may require more than one bead. If it does, clean the initial bead thoroughly and place all subsequent beads as shown in figure 7-37, view F. The precautions to ensure good fusion and uniform weld deposits that was previously outlined for tee joints also apply to lap joints. BUTT JOINTS.- Prepare the plates used in vertical welding identically to those prepared for welding in the flat position. To obtain good fusion and penetration with no undercutting, you should hold a short arc and the motion of the arc should be carefully controlled. Butt joints on beveled plates 1/4 inch thick can be welded in one pass by using a triangular weave motion, as shown in figure 7-38, view A. Welds made on 1/2-inch plate or heavier should be done in several passes, as shown in figure 7-38, view B. Deposit the last pass with a semicircular weaving motion with a slight "whip-up" and pause of the electrode at the edge of the bead. This produces a good cover pass with no undercutting. Welds made on plates with a backup strip should be done in the same manner. E-7018 Electrode Welding Technique The previously described vertical welding techniques generally cover all types of electrodes; however, you should modify the procedure slightly when using E-7018 electrodes. When vertical down welding, you should drag the electrode lightly using a very short arc. Refrain from using a long arc since the weld depends on the molten slag for shielding. Small weaves and stringer beads are preferred to wide weave passes. Use higher amperage with ac than with dc. Point the electrode straight into the joint and tip it forward only a few degrees in the direction of travel. On vertical up welding, a triangular weave motion produces the best results. Do not use a whipping motion or remove the electrode from the molten puddle. Point the electrode straight into the joint and slightly upward in order to allow the arc force to help control the puddle. Adjust the amperage in the lower level of the recommended range. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |