Custom Search
|
|
  |
|
|
Hand-Operated Turret Punch A hand-operated turret punch is shown in figure 13-20. Twelve mated punches and dies are mounted in a rotating turret. Stamped on the front of each die block is the size of hole it will punch, as well as the thickness of the material it will accommodate. When you are punching stainless steel or other alloys, you must remember that these capacities are for mild steel.The operation of the turret punch is simple. First, release the locking handle on the side of the punch frame, rotate the turret until the desired punch set is lined up with the actuating mechanism (ram), and then lock the turret into position. Then punch the hole by pulling the operating lever toward you. This actuates the ram and punch.Sheet Metal Bending Equipment There are a several types of sheet metal bending equipment that are used to form or bend sheet metal. In the following text, we will discuss the function of this equipment.VISE. Vises are used for holding sheet metal when it is being shaped or riveted. Figure 13-21 shows the most common bench vises that are used throughout the Navy. The machinists bench vise is the one most generally used for forming sheet metal. The machinists bench vise is a large steel vise with rough jaws that prevent the work from slipping. It has a swivel base, allowing the user to position the vise in
Figure 13-21.-Common types of bench vises.
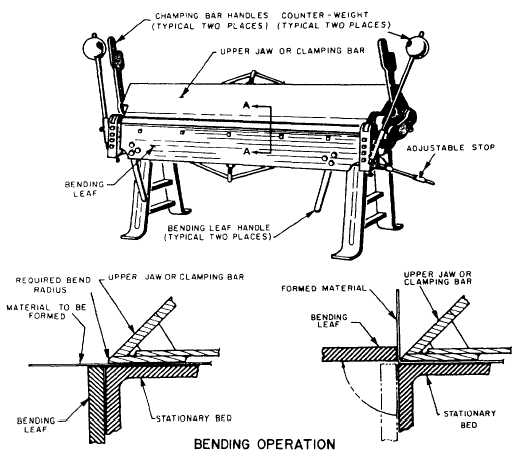
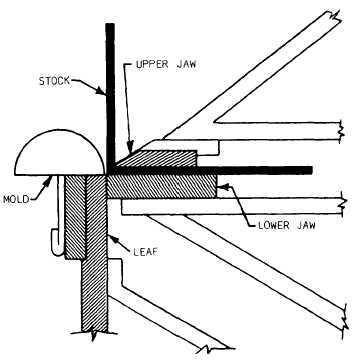
Figure 13-22.-Cornice brake and operation. a better working position. Machinists vises are usually bolted to a work bench or table.CORNICE BRAKE. The cornice brake is designed to bend large sheets of metal. See figure 13-22. It can be adjusted to handle a variety of metal thicknesses and to bend metal to a variety of radii. The brake is equipped with a stop gauge, which consists of a rod, a yoke, and a setscrew. The stop gauge limits the travel of the bending leaf. This feature is used to make a number of pieces with the same angle of bend.The standard cornice brake is extremely useful for making single hems, double hems, lock seams, and various other shapes, some of which require the use of molds. The molds are fastened to the bending leaf of the brake by friction clamps. Figure 13-23 shows sheet metal that is ready to be formed over a mold attached to a cornice brake.
Figure 13-23.-Cornice brake with mold and stock.
Figure 13-24.-Bar folder. BAR FOLDER. The bar folder, shown in figure 13-24, is designed for use in making bends or folds along edges of sheets of metal. This machine is best suited for folding small hems, flanges, seams, and edges to be wired. Most bar folders have a capacity for metal up to 22 gauge in thickness and 42 inches in length. Before using the bar folder, you must make several adjustments, including adjustments for thickness of material, width of fold, sharpness of fold, and angle of fold. |
 |
|
|