Custom Search
|
|
  |
|
|
Bending on a Bar Folder The bar folder may be used to bend and fold metal in a number of different shapes, as illustrated in figure 13-37. This machine has two adjustments: one for regulating the width of the fold and the other to provide sharp or rounded bends. To operate the bar folder, adjust the thumbscrew to the specified width of the fold. Then turn the adjusting knob on the back of the machine for the desired sharpness of the bend. Insert the metal under the folding blade until it rests against the stops. Hold the metal firmly in place with one hand, grasp the handle with the other, and pull forward until the desired fold is made.
Figure 13-37.-Types of bends made on a bar folder. A sheet metal object made on a brake will have corners (bends) and sides (flanges). On a forming machine, it is possible to make an objectwithout sides. For example, you can make a circular object such as a funnel. The forming machines used in the Navy are usually located at aircraft intermediate maintenance departments (AIMDs). The two most common machines are the slip roll and the rotary. Slip-Roll Forming Sheet metal can be formed into cylindrical or conical shapes through the use of the slip-roll forming machine. Prior to using this machine, you should consult the manufacturers manual of operation.To form a cylinder in the machine, you should use the following procedures and refer to figure 13-38:1. Adjust the front rolls so they will grip the sheet properly.2. Adjust the rear roll to a height that is less than enough to form the desired radius of the cylinder.3. Ensure that all three rolls are parallel. (The same space exists between any two rollers at each end of the rollers.)4. Start the sheet into the space between the two front rolls. As soon as the front rolls have gripped the sheet, raise the free end of the sheet slightly.5. Pass the entire sheet through the rolls. This forms part of the curve required for the cylinder.6. Set the rear roll higher to form a shorter radius.
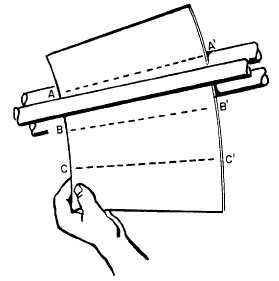
Figure 13-39-Rolling a conical shape.
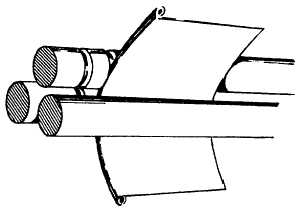
7. Turn the partially formed sheet end over end, and again pass it through the rolls.8. Continue turning the sheet end over end and passing it through the rolls, each time adjusting the rear roll for a new radius, until a cylindrical shape has been formed.9. Remove the cylinder from the machine. The top front roll has a quick-releasing device on one end.This allows the released end of the roll to be raised and the newly formed cylinder slipped off just as you would slip a ring from your finger. Conical shapes can be formed by setting the back roll at an angle before running the sheet through it, or they can be made with the rolls parallel. See figure 13-39. To make a cone with the rolls parallel, the sheet must be fed through the rolls in such a manner that the element lines (A-A, B-B, etc., in the illustration) pass over the rear roll in a line parallel to the roll. This involves slipping the large end of the cone through the rolls at a slightly faster rate than the rate at which the small end is being rolled through.The grooves at the ends of the rolls can be used to form circles of wire or rod. They can also be used to roll wired edges, as shown in figure 13-40. |
 |
|
|