Custom Search
|
|
  |
|
|
Description
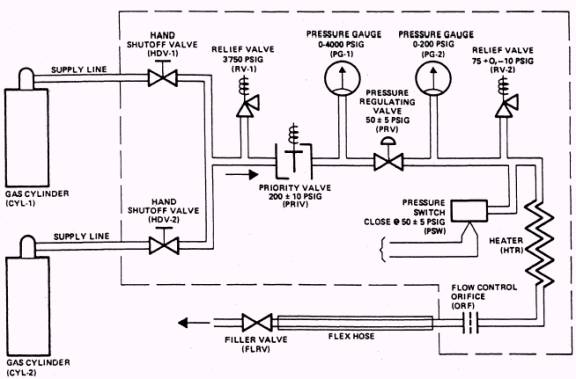
This unit is designed to use water pumped gaseous nitrogen or gaseous oxygen to perform the purging process. NOTE: Gaseous oxygen is to be used only if gaseous nitrogen is not available. All oxygen safety precautions must be strictly adhered to. The unit consists of a hand truck and housing assembly, which contain the necessary controls and valves (fig. 5-11). Located within the housing assembly is an electrical enclosure containing a heater block assembly, switches, indicator lamps, and circuit breaker. When not in use, the supply and delivery lines, fittings and filler valve, electrical adapter (for conversion to 400 Hz power), and the electrical power connecting cord are stowed within the housing assembly. The housing assembly may be removed from the hand truck for use as a bench-mounted installation in the oxygen/ converter repair shop. Principles of Operation As illustrated in figure 5-12, gas flows from the gas cylinders to the hand shutoff valves (HDV-1 and HDV-2), and then to the high--pressure relief valve (RV-1). This valve relieves
Figure 5-12.- Purging unit functional diagram. pressures in excess of 3,750 psi. The gas then flows through the priority valve (PRIV). This valve is set to stop the flow of gas from the supply cylinders when cylinder pressure falls below 200 10 psi. From the priority valve, gas flows to the pressure regulating valve (PRV). Pressure indicated on the high-pressure gauge (PG-1) is reduced to 50 5 psi by the pressure regulating valve. The reduced pressure is shown on the low-pressure gauge (PG-2). Gas then flows to the relief valve (RV-2), which is preset to 75+ 0, - 10 psi. From the relief valve, gas passes through the heater assembly (HIR), where the gas is heated to 285 F. The heated gas flow is then directed through the flow control orifice (ORF), which maintains the flow of gas at 0.20 0.017 pounds per minute at the regulated pressure of 50 5 psi. The gas that exists in the filler valve (FLRV) will be at a temperature of 225 25 F. Electrical power for the heating element in the heater (HTR) is controlled by the pressure switch (PSW) and two temperature switches. When gas pressure of 50 5 psi is reached, the pressure switch energizes the temperature control circuit and allows the heater assembly to warm. The temperature switch breaks contact within the circuit when the heater assembly temperature exceeds 285 F, and re-establishes contact when the heater assembly cools to 270 F, thus main-taining a temperature of 250 F to 260 F at the heater -assembly discharge. The high temperature switch functions as a safety switch. This switch is set to break the heater circuit when heater assembly temperature exceeds 300 F, and re-establish the circuit when temperatures fall below 273 F. For operational use of the purging unit, seethe users manual sup-plied with the unit or the Liquid Oxygen, System Gas Purging Set, NAVAIR 19-25D-27.
|
 |
|
|