|
||
|
|
||
| |||||||||||||||
|
|
Woodworking Lathe The woodworking lathe is, without question, the oldest of all woodworking machines. In its early form, it consisted of two holding centers with the suspended stock being rotated by an endless rope belt. It was operated by having one person pull on the rope hand over hand while the cutting was done by a second person holding crude hand lathe tools on an improvised beam rest. The actual operations of woodturning performed on a modern lathe are still done to a great degree with woodturner's hand tools. However, machine lathe work is coming more and more into use with the introduction of newly designed lathes for that purpose. The lathe is used in turning or shaping round drums, disks, and any object that requires a true diameter. The size of a lathe is determined by the maximum diameter of the work it can swing over its bed. There are various sizes and types of wood lathes, ranging from very small sizes for delicate work to large surface or bull lathes that can swing jobs 15 feet in diameter. Figure 3-5 illustrates a type of lathe that you may find in your shop. It is made in three sizes to swing 16-, 20-, and 24-inch diameter stock. The lathe has four major parts: bed, headstock, tailstock, and tool rest. The lathe shown in figure 3-5 has an iron bed and comes in assorted lengths. The bed is a broad, flat surface that supports the other parts of the machine. The headstock is mounted on the left end of the lathe bed. All power for the lathe is transmitted through the headstock. It has a fully enclosed motor that gives variable spindle speed. The spindle is threaded at the front end to receive the faceplates. A faceplate attachment to the motor spindle is furnished to hold or mount small jobs having large diameters. There is also a flange on the rear end of the spindle to receive large faceplates, which are held securely by four stud bolts. The tailstock is located on the right end of the lathe and is movable along the length of the bed. It supports one end of the work while the other end is being turned by the headstock spur. The tail center can be removed from the stock by simply backing the screw. The shank is tapered to center the point automatically.
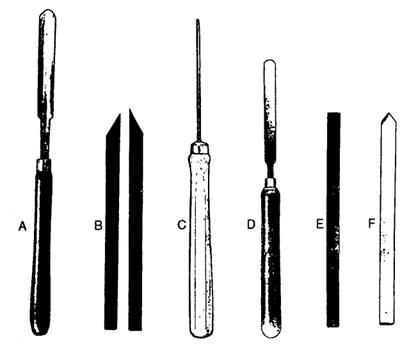
Figure 3-5.-A woodworking lathe with accessories. Most large sizes of lathes are provided with a power-feeding carriage. A cone-pulley belt arrangement provides power from the motor, and trackways are cast to the inside of the bed for sliding the carriage back and forth. All machines have a metal bar that can be attached to the bed of the lathe between the operator and the work. This serves as a hand tool rest and provides support for the operator in guiding tools along the work. It may be of any size and is adjustable to any desired position. In lathe work, wood is rotated against the special cutting tools (illustrated in figure 3-6). These tools include turning gouges (view A); skew chisels (view B); parting tools (view C); round-nose (view D); square-nose (view E); and spear-point (view F)
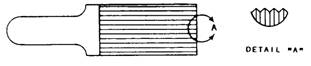
Figure 3-6.-Lathe cutting tools. chisels. Other cutting tools are toothing irons and auxiliary aids, such as calipers, dividers, and templates. Turning gouges are used chiefly to rough out nearly all shapes in spindle turning. The gouge sizes vary from 1/8 to 2 or more inches, with 1/4-, 3/4-, and 1-inch sizes being most common. Skew chisels are used for smoothing cuts to finish a surface, turning beads, trimming ends or shoulders, and for making V-cuts. They are made in sizes from 1/8 to 2 1/2 inches in width and in right-handed and left-handed pairs. Parting tools are used to cut recesses or grooves with straight sides and a flat bottom, and also to cut off finished work from the faceplate. These tools are available in sizes ranging from 1/8 to 3/4 inch. Scraping tools of various shapes are used for the most accurate turning work, especially for most faceplate turning. A few of the more common] y used shapes are illustrated in views D, E, and F of figure 3-6. The chisels shown in views B, E, and F are actually old jointer blades that have been ground to the required shape; the wood handles for these homemade chisels are not shown in the illustration. A toothing iron (figure 3-7) is basically a square-nose turning chisel with a series of parallel grooves cut into the top surface of the iron. These turning tools we used for rough turning of segment work mounted on the face plate. The points of the toothing iron created by the parallel grooves serve as a series of spear point chisels (detail A); therefore, the tool is not likely to catch and dig into the work like a square-nose turning chisel. The toothing iron is made with course, medium, and fine parallel grooves and varies from 1/2 to 2 inches in width. Lathe turning can be extremely dangerous. You therefore must use particular care in this work. Observe the following safety precautions: When starting the lathe motor, stand to one side. This helps you avoid the hazard of flying debris in the event of defective material.
Figure 3-7.-Toothing iron lathe tool. The tool rest must be used when milling stock. Adjust and set the compound or tool rest for the start of the cut before turning the switch on. Take very light cuts, especially when using hand tools. Never attempt to use calipers on interrupted surfaces while the work is in motion. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |