|
||
|
|
||
| |||||||||||||||
|
|
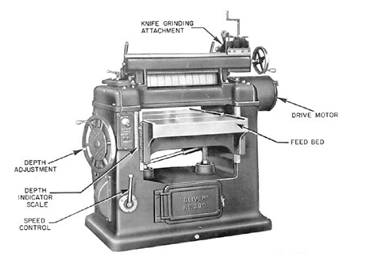
Surfacer A single surfacer (also called a single planer) is shown in figure 3-11. This machine surfaces stock on one face (the upper face) only. (Double surfacers, which surface both faces at the same time, are used only in large planing mills.) The single surfacer cuts with a cutterhead like the one on the jointer, but, on the single surfacer, the cutterhead is located above instead of below the drive rollers. The part adjacent to the cutterhead is pressed down against the feed bed by the chip breakers (just ahead of the cutterhead) and the pressure bar (just behind the cutterhead). The pressure bar temporarily
Figure 3-11.-Single surfacer. straightens out any warp a piece may have; a piece that goes into the surfacer warped will come out still warped. This is not a defect in the machine; the surfacer is designed for surfacing only, not for truing warped stock. If true plane surfaces are desired, one face of the stock (the face that goes down in the surfacer) must be trued on the jointer before the piece is feed through the surfacer. If the face that goes down in the surfacer is true, the surfacer will plane the other face true. Observe the following safety precautions when operating a surfacer: The cutting head should be covered by metal guards. Feed rolls should be guarded by a hood or a semicylindrical guard. Never force wood through the machine. If a piece of wood gets stuck, turn off the surfacer and lower the feed bed.
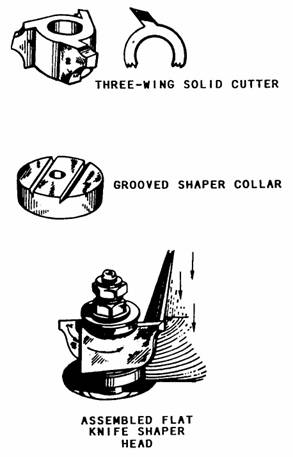
Figure 3-12.-Three-wing cutter for a shaper. Shaper The shaper is designed primarily for edging curved stock and for cutting ornamental edges, as on moldings. It can also be used for rabbeting, grooving, fluting, and beading. The flat cutter on a shaper is mounted on a vertical spindle and held in place by a hexagonal spindle nut. A grooved collar is placed below and above the cutter to receive the edges of the knives. Ball bearing collars are available for use as guides on irregular work where the fence is not used. The part of the edge that is to remain uncut runs against a ball bearing collar underneath the cutter, as shown in the bottom view of figure 3-12. A three-wing cutter (top view of figure 3-12) fits over the spindle. Cutters come with cutting edges in a great variety of shapes. For shaping the side edges on a rectangular piece, a light-duty shaper has an adjustable fence, like the one shown on the shaper in figure 3-13. For shaping the end edges on a rectangular piece, a machine of this type has a sliding fence similar to the cutoff gauge on a circular saw. The sliding fence slides in the groove shown in the table top. On larger machines, the fence consists of a board straightedge, clamped to the table with a hand screw,
Figure 3-13.-Light-duty shaper with adjustable fence. as shown in figure 3-14. A semicircular opening is sawed in the edge of the straightedge to accommodate the spindle and the cutters. Whenever possible, a guard of the type shown in the figure should be placed over the spindle. For shaping curved edges, there are usually a couple of holes in the table, one on either side of the spindle, in which vertical starter pins can be inserted. When a curved edge is being shaped, the piece is guided by and steadied against the starter pin and the ball bearing collar on the spindle. When operating a shaper, observe the following safety precautions: Like the jointer and surfacer, the shaper cuts toward the infeed side of the spindle, which is against the rotation of the spindle. Therefore, stock should be placed with the grain running toward the infeed side. Make sure the cutters are sharp and well secured. If curved or irregularly shaped edges are to be shaped, place the stock in position and make sure the collar will rub against the part of the edge, which should not be removed. Whenever the straight fence cannot be used, always use a starting pin in the table top. Never make extremely deep cuts. Make sure the shaper cutters rotate toward the work. Whenever possible, always use a guard, pressure bar, hold-down, or holding jig. If possible, place the cutter on the shaper spindle so that the cutting will be done on the lower side of the stock. Do not attempt to shape small pieces of wood. Check all adjustments before turning on the power. SAFETY NOTE The spindle shaper is one of the most dangerous machines used in the shop. Use extreme caution at all times. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |