|
||
|
|
||
| |||||||||||||||
|
|
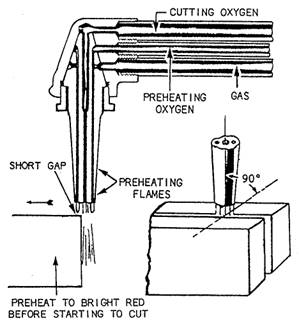
CUTTING MILD-CARBON STEEL To cut mild-carbon steel with the oxygas cutting torch, you should adjust the preheating flames to neutral.
Figure 4-18.-Position of torch tip for starting a cut. Hold the torch perpendicular to the work, with the inner cones of the preheating flames about 1/16 inch above the end of the line to be cut (fig. 4-18). Hold the torch in this position until the spot you are heating is a bright red. Open the cutting oxygen valve slowly but steadily by pressing down on the cutting valve lever. When the cut is started correctly, a shower of sparks will fall from the opposite side of the work, indicating that the flame has pierced the metal. Move the cutting torch forward along the line just fast enough for the flame to continue to penetrate the work completely. If you have made the cut properly, you will get a clean, narrow cut that looks almost like it was made by a saw. When cutting round bars or heavy sections, you can save preheating time by raising a small burr with a chisel where the cut is to begin. This small raised portion will heat quickly, allowing you to start cutting immediately. Once you start the cut, you should move the torch slowly along the cutting mark or guide. As you move the torch along, watch the cut so you can tell how it is progressing. Adjust the torch as necessary. You must move the torch at the correct speed, not too fast and not too slow. If you go too slowly, the preheating flame melts the top edges along the cut and could weld them back together again. If you go too rapidly, the flame will not penetrate completely, as shown in figure 4-19. When this happens, sparks and slag will blow back towards you. If you have to restart the cut, make sure there is no slag on the opposite side.
Figure 4-19.-The effect of moving a cutting torch too rapidly across the work.
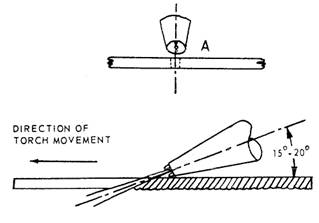
Figure 4-20.-Recommended procedure for cutting thin steel. Notice that the two preheat flames are in line with the cut (kerf). Cutting Thin Steel When cutting steel 1/8 inch or less in thickness, use the smallest cutting tip available. In addition, point the tip in the direction the torch is traveling. By tilting the tip, you give the preheating flames a chance to heat the metal ahead of the oxygen jet, as shown in figure 4-20. If you hold the tip perpendicular to the surface, you decrease the amount of preheated metal and the adjacent metal could cool the cut enough to prevent smooth cutting action. Many Steelworkers actually rest the edge of the tip on the metal during this process. If you use this method, be careful to keep the end of the preheating flame inner cone just above the metal.
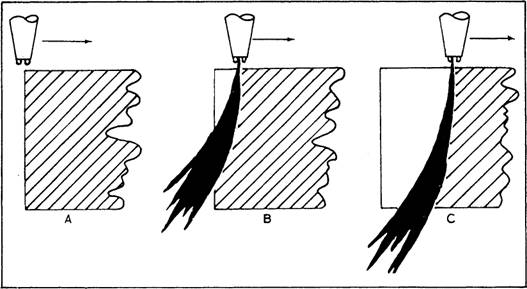
Figure 4-21.-Progress of a cut in thick steel. A. Preheat flames are 1/16 to 1/8 inch from the metal surface. Hold the torch in this spot until the metal becomes cherry red B. Move the torch slowly to maintain the rapid oxidation, even though the cut is only partially through the metal. C. The cut is made through the entire thickness; the bottom of the kerf lags behind the top edge slightly. Cutting Thick Steel Steel, that is greater than 1/8 inch thick, can be cut by holding the torch so the tip is almost vertical to the surface of the metal. If you are right-handed, one method to cut steel is to start at the edge of the plate and move from right to left. Left-handed people tend to cut left to right. Either direction is correct and you may cut in the direction that is most comfortable for you. Figure 4-21 shows the progress of a cut in thick steel. After heating the edge of the steel to a dull cherry red, open the oxygen jet all the way by pressing on the cutting lever. As soon as the cutting action starts, move the torch tip at a even rate. Avoid unsteady movement of the torch to prevent irregular cuts and premature stopping of the cutting action. To start a cut quicker in thick plate, you should start at the edge of the metal with the torch angled in the opposite direction of travel. When the edge starts to cut, bring the torch to a vertical position to complete the cut through the total thickness of the metal. As soon as the cut is through the metal, start moving the torch in the direction of travel. Two other methods for starting cuts are used. In the first method, you nick the edge of the metal with a cold chisel at the point where the cut is to start. The sharp edges of the metal upset by the chisel will preheat and oxidize rapidly under the cutting torch, allowing you to start the cut without preheating the entire edge of the plate. In the second method, you place an iron filler rod at the edge of a thick plate. As you apply the preheat flames to the edge of the plate, the filler rod rapidly reaches the cherry red temperature. At this point, turn the cutting oxygen on and the rod will oxidize and cause the thicker plate to start oxidizing. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |