|
||
|
|
||
| |||||||||||||||
|
|
GAS METAL-ARC WELDING-GMAW The gas metal-arc welding process (GMAW), often called MIG, has revolutionized arc welding. In this process, a consumable electrode (in the form of wire) is fed from a spool through the torch (welding gun) at a preset controlled speed. As the wire passes through the contact tube of the gun, it picks up the welding current. The consumable wire electrode serves two functions: it maintains the are and provides filler metal to the joint. The method of delivery of the filler metal allows GMAW welding to be basically a one-handed operation which does not require the same degree of skill as GTAW. Figure 8-23 shows the basic principle of gas metal-arc welding. An important factor in the GMA welding process is the high rate at which metal can be deposited. This high rate of metal deposition and high speed of welding results in minimum distortion and a narrow heat-affected zone. When you are deciding whether to use GTA or GMA welding, the thickness of the material should be a deciding factor. GMAW is often chosen for welding thicker material. Like GTA welding, gas metal-arc welding also uses a shielding gas to protect the weld zone during welding. The inert gas is fed through the gun into the weld zone and prevents atmospheric contamination. GMAW offers many of the advantages of GTAW. Since there is no flux, GMA welds are clean and there is no slag to remove. GMAW enables you to produce sound welds in all positions quickly. Now let's take a look at the equipment you will use for GMA welding. GMA WELDING EQUIPMENT AND SUPPLIES Gas metal-arc welding equipment basically consists of four units: the power supply, the wire feeding mechanism, the welding gun (also referred to as the torch), and the gas supply. Figure 8-24 shows atypical GMA welding outfit. Welding Machine When you use a conventional type of welding machine for GMA welding, the voltage varies depending on the length of the arc. Whenever the nozzle-to-work distance changes, the are length and the voltage changes. The only way to produce uniform welds with this type of power source is to maintain the are length and voltage at a constant value. Besides producing nonuniform welds, this inconsistent voltage can cause the wire to burn back to the nozzle. A constant voltage (CV) power source was developed to overcome the inconsistent voltage characteristics of a conventional welding machine, (See fig. 8-25). It can be either a do rectifier or motor generator that supplies current with normal limits of 200 to 250 amperes. The CV type power source has a nearly flat voltampere characteristic. This means that the machine maintains the same voltage regardless of the amount of current used. With this type of power source, you can change the wire-feed speed over a considerable range without causing the wire to burn back to the nozzle. When the wire-feed speed is set at a specific rate, a proportionate amount of current is automatically drawn. In other words, the current selection is based on the wire-feed speed. When the wire is fed faster, the current increases; when it is fed slower, the current decreases. With this type of power supply, variations in
Figure 8-25.-Constant voltage (CV) power unit. the nozzle-to-work distance will not change the arc length and burn back is virtually eliminated. In gas metal-arc welding, direct-current reverse polarity (DCRP) is recommended. You should recall from the previous section that DCRP produces excellent cleaning action and allows for deeper penetration. Wire Feed Drive Motor The wire feed drive motor is used to automatically drive the electrode wire from the wire spool through the gun up to the arc point. You can vary the speed of the wire feed by adjusting the controls on the wire-feed control panel. The wire feeder can be mounted on the power unit or it can be separate from the welding machine. Welding Gun The function of the welding gun is to carry the electrode wire, the welding current, and the shielding gas to the arc area. The gun has a trigger switch that controls the wire feed and arc as well as the shielding gas. The welding operator directs the arc and controls the weld with the welding gun. GMA welding guns are available in many different styles, some of which are
Figure 8-26.-GMA welding guns. shown in figure 8-26. When using these guns, the wire is fed to the torch by an automatic wire feeding machine which pushes the wire through a flexible tube to the arc point. Figure 8-27 shows another type of GMA welding gun that Steelworkers could use. This model incorporates the drive motor and a small spool of wire inside the gun. This type of gun is attached directly to the welding unit and gas supply, eliminating the need for a separate control unit and wire drive assembly. As with the GTA welding torch, the torch nozzle must be kept clean at all times. Also, you should clean the tube through which the electrode wire passes each time the electrode reel is changed. Shielding Gas In gas metal-arc welding, as with gas tungstenarc welding, the shielding gas can have a major effect on the properties of the base metal. Some of the shielding gases commonly used with the GMA process are pure argon, argon-helium, argon-oxygen, argoncarbon dioxide, and carbon dioxide. Refer to table 8-4 for a selection of shielding gases recommended for various metals for both the GMA and GTA welding processes. The smoothness of operation, weld appearance, weld quality, and welding speeds are affected indifferent ways with each type of metal, thickness, and gas mixture. ARGON.- Earlier in this chapter, we said that argon provides greater cleaning action than other gases. Because it is heavier than air, argon blankets the weld from contamination. Also, when you are using argon as a shielding gas, the welding arc tends to be more stable. For this reason, argon is often used in combination with
Figure 8-27.-GMA welding torch with wire feed motor and wire spool inside. other gases for arc shielding. Argon reduces spatter by producing a quiet arc and reducing arc voltage that results in lower power in the arc and thus lower penetration. The combination of lower penetration and reduced spatter makes argon desirable when welding sheet metal. Pure argon is seldom used for arc shielding except in welding such metals as aluminum, copper, nickel, and titanium. The use of pure argon to weld steel usually results in undercutting, poor bead contour, and the penetration is somewhat shallow. ARGON-OXYGEN.- Small amounts of oxygen added to argon can produce excellent results. Normally oxygen is added in amounts of 1, 2, or 5 percent. When oxygen is added to argon, it improves the penetration pattern. It also improves the bead contour and eliminates the undercut at the edge of the weld. You use argon-oxygen mixtures in welding alloy steels, carbon steels, and stainless steel. HELIUM.- Helium, like argon, is an inert gas. But there are few similarities between the two gases. Argon is heavier than air and helium is lighter than air. Helium has a high-voltage change as the arc length changes. When you use helium for GMA welding, more arc energy is lost in the arc itself and is not transmitted to the work In the section on GTA welding, we said that helium produces good penetration and fast welding speeds. For GMA welding, the opposite is true. In GMA welding, helium produces a broader weld bead, but shallower penetration. Because of its high cost, helium is primarily used for special welding tasks and for welding nonferrous metals, such as aluminum, magnesium, and copper. It is also used in combination with other gases. CARBON DIOXIDE (CO2).- Argon and helium gases are composed of single atoms. Carbon dioxide, on the other hand, consists of molecules. Each molecule contains one carbon atom and two oxygen atoms. At Table 8-6.-Recommended Wire Diameters for GMA Welding Using Welding Grade CO,and a Wire Stick-out of 1/4 to 3/8 of an Inch
normal temperatures carbon dioxide is essentially an inert gas; however, at high temperatures it decomposes into carbon monoxide (CO) and oxygen (0). Because the excess oxygen atoms can combine with carbon or iron in the weld metal, wires used with this gas must contain deoxidizing elements. A deoxidizing element has a great affinity for the oxygen and readily combines with it. Some of the more common deoxidizers used in wire electrodes are manganese, silicon, and aluminum. Carbon dioxide is used primarily for the GMA welding of mild steel. Because of its low cost, C02is often used in combination with other shielding gases for welding different types of metals. Direct-current reverse polarity (DCRP) is generally used with CO,. The current setting is about 25 percent higher with CO,than with other shielding gases. Carbon dioxide produces abroad, deep penetration pattern. It also produces good bead contour and there is no tendency toward undercutting. The only problem with C0, gas is the tendency for the arc to be violent. This can lead to spatter problems; however, for most applications this is not a problem and the advantages of CO,far outweigh the disadvantages. Regulators You should use the same type of regulator and flowmeter for gas metal-arc welding that you use for gas tungsten-arc welding. The gas flow rates vary, depending on the types and thicknesses of the material and the joint design. At times it is necessary to connect two or more gas cylinders (manifold) together to maintain higher gas flow. For most welding conditions, the gas flow rate is approximately 35 cubic feet per hour (cfh). This flow rate may be increased or decreased, depending upon the particular welding application. Final adjustments usually are made on a trial-and-error basis. The proper amount of gas shielding results in a rapidly crackling or sizzling arc sound. Inadequate gas shielding produces a popping arc sound and results in weld discoloration, porosity, and spatter. Filler Wires The composition of the filler wire used for GMA welding must match the base metal. For mild steel, you should select mild steel wire; for aluminum, you should select aluminum wire. Additionally, you should try to select electrode wire that matches the composition of the various metals you are welding. For instance, when you are welding Type 308 aluminum, you should use an ER-308L filler wire. Wires are available in spools of several different sizes. The wire varies in diameter from .020 to 1/8 of an inch. You should select the proper diameter of wire based on the thickness of the metal you are welding as well as the position in which you are welding. Wires of 0.020,0.030, and 0.035 of an inch are generally used for welding thin materials. You also can use them for welding low- and medium-carbon steels and low-alloy/highstrength steels of medium thicknesses. (See table 8-6.) Medium thicknesses of metals are normally welded with
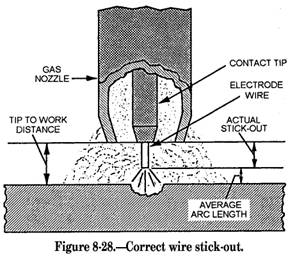
0.045-inch or 1/16-inch diameter wires. For thicker metals, larger diameter electrodes may be required. As you learned earlier, the position of welding is a factor that must be considered. For instance, when you are welding in the vertical or overhead positions, you normally use smaller diameter electrodes. Special attention must be given to ensure the wire is clean. Unsound welds result from the use of wire that is contaminated by oil, grease, dust, or shop fumes. You can obtain the best welding results with wire that has just been taken out of its carton. Wire should be stored in a hot locker or in a warm dry area, and should be kept covered. If welding is stopped for a long period of time, you should remove the wire and place it in its original carton to prevent contamination. WIRE STICK-OUT.- In gas metal-arc welding, wire stick-out refers to the distance the wire extends from the nozzle of the gun (fig. 8-28). The correct amount of wire stick-out is important because it influences the welding current of the power source. Since the power source is self-regulating, the current output is automatically decreased when the wire stick-out increases. Conversely, when the stick-out decreases, the power source is forced to furnish more current. Too little stickout causes the wire to fuse to the nozzle tip, which decreases the tip life. For most GMA welding, the wire stickout should measure from 3/8 to 3/4 of an inch. For smaller (micro) wires, the stick-out should be between 1/4 and 3/8 of an inch. WIRE-FEED SPEED.-As we stated earlier, you can adjust the wire-feed drive motor to vary the wire-feed speed. This adjustment is limited to a definite range, depending on the welding current used. (See table 8-6). The wire-feed speed is measured in inches per minute (ipm). For a specific amperage setting, a high wire-feed speed results in a short arc, whereas a low speed produces a long arc. You use higher speeds for overhead welding than with flat-position welding. As with any other welding process, SAFETY is extremely important. A welding hood like the one used in shielded metal-arc welding should be used for gas metal-arc welding. The correct shade of lens depends on the intensity of the arc. Chapter 3 provides a chart of recommended lens shades based on the current setting of the machine. Eye fatigue indicates you should use a different shade of lens or there is leakage around the protective filter glass. In addition to the welding hood, protective clothing, such as gloves and an apron, should be worn. Bare skin should never be exposed to the rays of the welding arc because it could result in painful burns. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |