Custom Search
|
|
  |
|
|
TYPES OF REPAIRS The type of repair to be made will depend on the materials, tools, amount of time available, accessi-bility to the damaged area, and maintenance level. The types of repair are permanent, temporary, and one-time flight (ferry). Repairs are also classified as either internal or external. A permanent repair is one that restores the strength of the repaired structure equal to or greater than its original strength and satisfies aerodynamic, thermal, and interchangeability requirements, This ensures the designed capabilities of the aircraft. The temporary repair restores the load-carrying ability of the structure but is not aerodynamically smooth or able to satisfy interchangeability require-ments. This repair should be replaced by a permanent type as soon as possible in order for the aircraft to be restored to its normal condition. The one-time flight repair restores a limited load-carrying ability to the damaged structure in order to fly the aircraft to a depot maintenance activity for a permanent repair. When this type of repair is made, the aircraft cockpit should be placarded to limit the performance of the aircraft. External After the damage has been inspected and classified on external surfaces, the structural repair manual for the specific aircraft should be consulted for the critical areas where aerodynamic smoothness must be maintained. An aerodynamic filler is available for negligible damage, steps, and gaps. In many sections the skin is Chem-Milled or machined. Chem-Mill is a process whereby the proper shape and size are obtained by a chemical acting on the metal. The proper shape and thickness of machined skin are obtained with the use of a shaper or milling machine. Some skin is manufactured with lands on the metal, which is a thicker portion of the skin where bulkheads and frames are attached. One of the factors that determines the exact procedure to be used in making skin repairs is the accessibility of the damaged area. Much of the skin on an aircraft is inaccessible from the inside. The skin in such areas is referred to as "closed skin." Skin that is accessible from both sides is called "open skin." Repairs to open skin may usually be made in the conventional manner using specified types of standard rivets. To repair closed skin, some types of special blind fasteners must be used. The exact type of fastener used will depend upon the type of repair made and the recommendations of the aircraft manufacture. Another of the important factors to be considered when you are making a skin repair is the stress intensity of the damaged panel. For example, certain skin areas are classified as highly critical, other areas as semicritical, while still other areas may be classi-fied as noncritical. Repairs to damages in highly critical areas must provide 100-percent strength replacement; semicritical areas require 80-percent strength replacement; and noncritical areas require 60-percent strength replacement. When a repair specifies it must provide 60-percent strength replacement, this indicates the amount of repair strength necessary to maintain a margin of safety on skin areas. The 60-percent stress intensity repair is specified when production methods and stiffening requirements have resulted in an overstrength skin with a high margin of safety. This repair provides strength and stiffness equivalent to specific design requirements rather than the original structure of the material. The 100-percent stress intensity repair makes the strength of the repaired skin equal to or greater than the original undamaged skin. This type of skin usually has a low margin of safety. Lap Patches A lap patch is an external patch that has the edges of the patch and the skin overlapping each other. The overlapping portion of the patch is riveted to the skin. On some aircraft, lap patches are permitted in certain areas, but only where aerodynamic smoothness is not important. In areas where it is permitted, the lap patch may be used in repairing cracks as well as small holes.
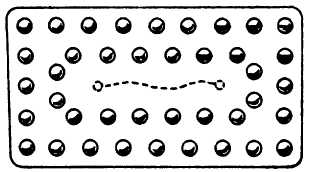
Figure 13-58.-Lap patch for repairing a crack in stressed skin. To repair cracks, you should always drill a small hole (normally called stop drilling) in each end of the crack before applying the patch. This is normal] y done by using a No. 30 or No. 40 drill bit. This prevents the concentration of stresses at the apex of the crack and distributes the stresses around the circumference of the hole. The patch must be large enough to install the required number of rivets as determined from the rivet schedule indicated for the gauge material in the area that is damaged. See figure 13-58. The recommended patch may be cut in a circular, square, rectangular, or diamond shape. The edges are normally chamfered (beveled) to an angle of 45 degrees for approximately one-half its thickness. The rivet pattern is laid out on the patch by using the proper edge distance and spacing. The installation position of each rivet is marked with a center punch. The impression in the material made with the center punch helps to keep the drill from slipping away from the hole being drilled. See figure 13-59. Drill only a minimum number of rivet holes in the patch; normally four will suffice at an angle of 90 degrees to each other. Position the patch over the surface being repaired, and ensure that the correct edge distances are being maintained. Drill four holes in the surface being repaired, using the predrilled holes in the patch as a pattern for alignment. As each hole is drilled, using the proper temporary fasteners, secure the patch in place. When the patch is temporarily secured, drill the remaining rivet holes through the patch and the surface being repaired. Remove the patch and deburr all rivets holes with a deburring tool or a large drill bit. Prime the repair materials with the proper corrosion-preventive material before the riveting operation. Secure the patch in position with temporary fasteners to maintain alignment during riveting. Riveting procedures were covered earlier in this chapter. Holes may be repaired in either stressed or nonstressed skin that is less than three-sixteenths of an inch in diameter by filling with a rivet. Drill the hole and install the proper size rivet to fill the hole. For holes three-sixteenths of an inch and larger, you should consult the applicable structural repair manual for the necessary repair information. The damaged area is removed by cutting and trimming the hole to a circular, square, rectangular, or diamond shape. The corners of the hole should be rounded to a minimum of one-fourth of an inch in radius. The lap patch is fabricated and installed in the same manner as previously explained for repairing cracks. |
 
|
|
|
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|