Custom Search
|
|
  |
|
|
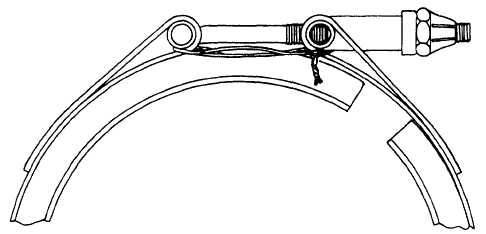
RIGID COUPLINGS. The
rigid line coupling shown in
figure 2-15 is referred to as a V-band
coupling. When you install this coupling in restricted
areas, some of the stiffness of the coupling can be
overcome by tightening the coupling over a spare set
of flanges and a gasket to the recommended torque
value of the joint. Tap the coupling a few times with
a plastic mallet before removing it.
When you install rigid couplings, follow the steps
listed below: 1. Slip the V-band coupling over the flanged tube. 2. Place a gasket into one flange. One quick rotary motion assures positive seating of the gasket. 3. Hold the gasket in place with one hand while the mating flanged tube is assembled into the gasket with a series of vertical and horizontal motions to assure the seating of the mating flange to the gasket. NOTE: View B of figure 2-15 shows the proper fitting and connecting of a rigid coupling using a metal gasket between the ducting flanges. 4. While holding the joint firmly with one hand, install the V-band coupling over the two flanges. 5. Press the coupling tightly around the flanges with one hand while engaging the latch. 6. Tighten the coupling firmly with a ratchet wrench. Tap the outer periphery of the coupling with a plastic mallet to assure proper alignment of the flanges in the coupling. This will seat the sealing edges of the flanges in the gasket. Tighten again, making sure the recommended torque is not exceeded. 7. Check the torque of the coupling with a torque wrench and tighten until the specified torque is obtained. 8. Safety wire the V-band coupling, as shown in figure 2-16, as an extra measure of security in the event of T-bolt failure. The safety wire will be installed through the band loops that retain the T bolt and the trunnion or quick coupler. A minimum of two turns of the wire is required. Most V-band connectors will use a T bolt with some type of self-locking nut. TAPER PINS. Taper pins are used in joints that carry shear loads and where the absence of clearance
Figure 2-16.-Safetying a V-band coupling. is essential. See figure 2-17. The threaded taper pin is used with a taper pin washer and a shear nut if the taper pin is drilled, or with a self-locking nut if undrilled. When a shear nut is used with the threaded taper pin and washer, the nut is secured with a cotter pin. FLAT-HEAD PINS. The flat-head pin is used with tie rod terminals or secondary controls, which do not operate continuously. The flat-head pin should be secured with a cotter pin. The pin is normally installed with the head up. See figure 2-17. This precaution is taken to maintain the flat-head pin in the installed position in case of cotter pin failure. SNAP RINGS. A snap ring is a ring of metal, either round or flat in cross section, that is tempered to have springlike action. This springlike action will hold the snap ring firmly seated in a groove. The external types are designed to fit in a groove around the outside of a shaft or cylinder. The internal types fit in a groove inside a cylinder. Special pliers are designed to install each type of snap ring. Snap rings can be reused as long as they retain their shape and springlike action. External snap rings may be safety wired, but internal types are never safetied. STUDS. There are four types of studs used in aircraft structural applications. They are the coarse thread, fine thread, stepped and lockring studs. Studs may be drilled or undrilled on the nut end. Coarse (NAS183) and fine (NAS184) thread studs are manufactured from alloy steel and are heat treated. They have identical threads on both ends. The stepped stud has a different thread on each end of the stud. The lockring stud may be substituted for undersize or oversize studs. The lockring on this stud prevents it from backing out due to vibration, stress, or temperature variations. Refer to the Hardware Manual, detailed information on studs. HELI-COIL INSERTS. Heli-coil thread inserts are primarily designed to be used in materials that arc not suitable for threading because of their softness. The inserts are made of a diamond cross-sectioned stainless steel wire that is helically coiled and, in its finished form, is similar to a small, fully compressed spring. There are two types of heli-coil inserts. See figure 2-18. One is the plain insert, made with a tang that forms a portion of the bottom coil offset, and is used to drive the insert. This tang is left on the insert after installation, except when its removal is necessary to provide clearance for the end of the bolt. The tang is notched to break off from the body of the insert, thereby providing full penetration for the fastener. The second type of insert used is the self-locking, mid-grip insert, which has a specially formed grip coil midway on the insert. This produces a gripping effect on the engaging screw, For quick identification, the self-locking, mid-grip inserts are dyed red. |
 
|
|
|
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|