| Tweet |

Custom Search
|
|
 
|
||
|
Lathe Centers The 60-degree lathe centers shown in figure 9-11 provide a way to hold the work so it can be turned accurately on its axis. The headstock spindle center is called the LIVE CENTER because it revolves with the work. The tailstock center is called the DEAD CENTER because it does not turn. Both live and dead centers have shanks turned to a Morse taper to fit the tapered holes in the spindles; both have points finished to an angle of 60. They differ only in that the dead center is hardened and tempered to resist the wearing effect of the work revolving on it. The live center revolves with the work and is usually left soft. The dead center and live center must NEVER be interchanged. (There is a groove around the hardened dead center to distinguish it from the live center.) The centers fit snugly in the tapered holes of the headstock and tailstock spindles. If chips, dirt, or burrs prevent a perfect fit in the spindles, the centers will not run true. To remove the headstock center, insert a brass rod through the spindle hole and tap the center to jar it loose; then pull it out with your hand. To remove the tailstock center, run the spindle back as far as it will go by turning the handwheel to the left. When the end of the tailstock
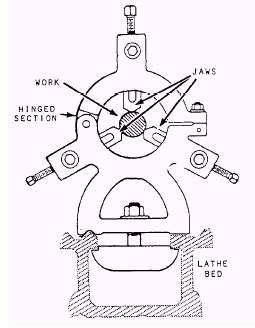
Figure 9-13.Center rest. screw bumps the back of the center, it will force the center out of the tapered hole. Lathe dogs are used with a driving plate or faceplate to drive work being machined on centers; the frictional contact alone between the live center and the work is not sufficient to drive the work The common lathe dog, shown at the left in figure 9-12, is used for round work or work having a regular section (square, hexagon, octagon). The piece to be turned is held firmly in the hole (A) by the setscrew (B). The bent tail (C) projects through a slot or hole in the driving plate or faceplate so that when the tail revolves with the spindle it turns the work with it. The clamp dog, illustrated at the right in figure 9-12, may be used for rectangular or irregularly shaped work. Such work is clamped between the jaws, Center Rest The center rest, also called the steady rest, is used for the following purposes: 1. To provide an intermediate support for long slender bars or shafts being machined between centers. The center rest prevents them from springing, or sagging, as a result of their otherwise unsupported weight.
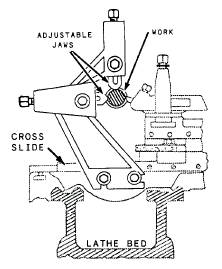
Figure 9-14.Follower rest.
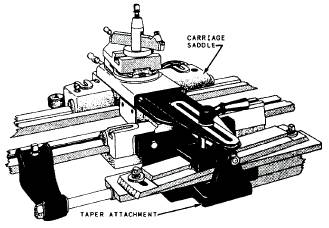
Figure 9-15.Taper attachment. 2. To support and provide a center bearing for one end of the work, such as a shaft, being bored or drilled from the end when it is too long to be supported by a chuck alone. The center rest is clamped in the desired position on the bed and is kept aligned by the ways, as illustrated in figure 9-13. The jaws (A) must be carefully adjusted to allow the work (B) to turn freely and at the same time remain accurately centered on the axis of the lathe. The top half of the frame is a hinged section (C) for easier positioning without having to remove the work from the centers or to change the position of the jaws. Follower Rest The follower rest is used to back up small diameter work to keep it from springing under the cutting
Figure 9-16.Thread dial Indicator. pressure. It can be set to either precede or follow the cutting action. As shown in figure 9-14, it is attached directly to the saddle by bolts (B). The adjustable jaws bear directly on the part of the work opposite the cutting tool. |
 
|
|
|
||