| Tweet |

Custom Search
|
|
 
|
||
|
COOLANTS
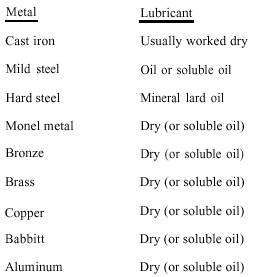
A cutting lubricant serves two main purposes: (1) It cools the tool by absorbing a portion of the heat and reducing the friction between the tool and the metal being cut. (2) It also keeps the cutting edge of the tool flushed clean. The best lubricants to use for cutting metal must often be determined by experiment. Water-soluble oil is acceptable for most common metals. Special cutting compounds containing such ingredients as tallow, graphite, and lard, marketed under various names, are also used. But these are expensive and used mainly in manufacturing where high cutting speeds are the rule. Some common materials and their cutting lubricants are as follows:
A lubricant is more important for threading than for straight turning. Mineral lard oil is recommended for threading the majority of metals that are used by the Navy. CHATTER Chatter is vibration in either the tool or the work The finished work surface appears to have a grooved or lined finish instead of a smooth surface. The vibration is set up by a weakness in the work, work support, tool, or tool support and is probably the most elusive thing you will find in the entire field of machine work As a general rule, strengthening the various parts of the tool support train will help. It is also advisable to support the work by a center rest or follower rest. The fault may be in the machine adjustments. Gibs may be too loose; hearings may, after a long period of heavy service, be worn; the tool may be sharpened improperly, and so on. If the machine is in excellent condition, the fault may be in the tool or tool setup. Grind the tool with a point or as near a point as the finish specified will permit; avoid a wide, round leading edge on the tool. Reduce the overhang of the tool as much as possible. Be sure all the gib and bearing adjustments are properly made. See that the work receives proper support for the cut and, above all, do not try to turn at a surface speed that is too high. Excessive speed is probably the greatest cause of chatter. The first thing you should do when chatter occurs is reduce the speed. Regardless of how the work is held in the lathe, the tool should feed toward the headstock. This causes most
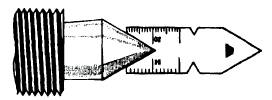
Figure 9-18.Checking a centers point with a center gauge. of the pressure of the cut to bear on the work-holding device and the spindle thrust bearings. When you must feed the cutting tool toward the tailstock, take lighter cuts at reduced feeds. In facing, the general practice is to feed the tool from the center of the workpiece outward. Before starting a lathe machining operation, always ensure that the machine is set up properly. If the work is mounted between centers, check the alignment of the dead center and the live center and make any necessary changes. Ensure that the toolholder and cutting tool are set at the proper height and angle. Check the work-holding accessory to ensure that the workpiece is held securely. Use the center rest or follower rest to support long workpieces. |
 
|
|
|
||