| Tweet |

Custom Search
|
|
 
|
||
|
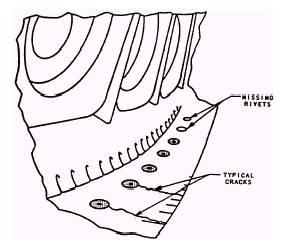
Leading Edge Buildup.- Aluminum buildup on the leading edges of blades is usually observed in stages 11 through 16. The buildup changes the contour of the airfoil and can alter the stall margin. You should report the presence of leading edge buildup in the inspection report. This type of buildup may occur on low-time compressors. The compressor blades tend to "self clean" or lose this leading edge buildup as the assembly accrues time. Airfoil Powdering.- Compressor rotor blades may have aluminum particles visible on the airfoils in varying degrees (from stage to stage). This powder is indicative of a possible compressor stall or a hard blade tip rub. Combustion Section Inspect the combustor for eroded or burned areas, cracks, nicks, dents, hot streaks, flatness of liners caused by hot spots, blocked air passages, and carbon buildup. If damage is found in the combustion section, it usually consists of a burn-through in the dome area adjacent to a fuel nozzle. The problem can usually be traced to a loss of film-cooling air caused by upstream debris or to a faulty fuel nozzle. Cracking is not normally a problem, but you should photograph and report any suspected or confirmed cracks. Carbon deposits around the fuel nozzles occur on all engines and are not considered serious. These deposits build up only on the venturi and swirl cup rather than on the shroud or discharge orifice. They do not usually interfere with the fuel spray pattern. If you find cracking, evaluate it to ensure that no pieces will detach and cause any secondary damage to the HP turbine. For reference to parts nomenclature used in the following section, refer to figure 2-11, sections B and C. COMBUSTION SECTION DAMAGE.- In the following paragraphs, we describe some of the damage that you might find during a borescope inspection of the combustion section. Because the dark surfaces in the combustion section absorb light, you will need a 1,000-watt light source for a proper inspection. Discoloration. - Normal aging of the combustor components will show a wide range of color changes. This is not a cause for concern. As operating time is accrued on the combustor assembly, an axial streaking pattern running aft of every other circumferential fuel nozzle will occur. On low-time assemblies, the coloration is random and has little or no information to aid you during the inspection. As operating time increases on the assembly, you will observe significant deterioration at the edges of the streaking patterns. Cracking will begin in the forward inner liner panels and will propagate aft. The axial cracks tend to follow the light streaks. Panel overhang cracking and liberation usually occur at the edge of the streaks. Riveted Joints.- The dome band and the inner and outer liner assemblies are joined by rivets as shown in figure 2-18. The presence and condition of the rivet heads and rivet holes are easily assessed because of their position in relationship to the borescope ports. Record any missing rivets and torn or cracked hole edges. Dome Assembly.- Distortion of the trumpets and/ or swirl cups is random and occurs on high-time assemblies. Record the distortion (in percent) of the edge and/ or span of the trumpet and the percent of circumference versus diameter of the swirlers.
Figure 2-18.- Combustion liner dome rivet joint.
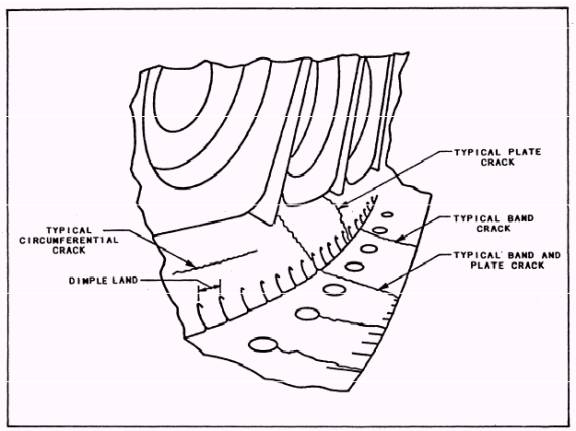
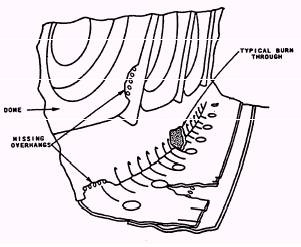
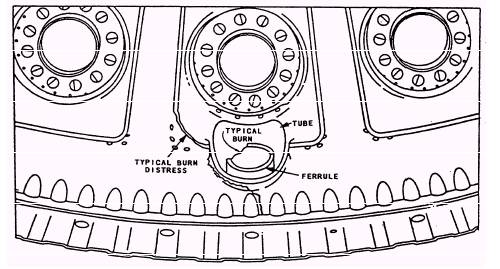
Figure 2-19.- Combustion liner dome band and plate cracks. Cracking (fig. 2-19) in the dome band area occurs at relatively low operating time. Record the number of cracks and their relationship to one another. Indicate if these cracks are parallel, T-shaped, circumferential or angled to connect and separate part of the band, and so forth. All the missing metal areas or burn-throughs (fig. 2-20) must be recorded. For the dome bands, estimate the magnitude by the number or partial/ circumferential span of the dimples and axially by percent of span of the band overhang to the trumpet. Record the trumpet areas of burn-away and burn-through of the dome plate around the swirl cups. Burn-through in the combustor dome will reduce cooling flow to the HP turbine vanes. Monitor the HP turbine vane condition as burn-through progresses. Igniter Tubes and Ferrules.- Inspect the two igniter locations (fig. 2-21) for the condition of the weld at the cutaway of the trumpet and the dome band. The ferrules are visible from these ports. Record the condition for evidence of cracking, 10SS of ferrule metal, or both. Cracking from the igniter tube aft to the panel overhang is common.
Figure 2-20.- Combustion liner dome bums and missing metal.
Figure 2-21.- Combustion liner dome igniter tube. INNER AND OUTER LINER ASSEMBLIES.- circumferential stiffeners and are not visible when You can inspect all areas of the inner and outer liner assemblies aft of the fuel nozzles by rotating and tilting the probe, and by varying the immersion depth. Some of the damage that you may find is described in the following paragraphs. |
 
|
|
|
||
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|