| Tweet |

Custom Search
|
|
 
|
||
|
Circumferential
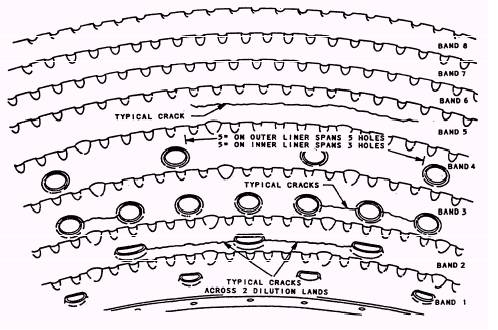
Cracks.- Figure 2-22 shows an example of circumferential cracking on a high-time combustion liner. This type of cracking occurs over the area of the inner liner stiffening bands. The bands are viewed through the borescope inside the combustor assembly. Before actual cracking, the thermal working of the liner shows stress lines. These lines will be visible in all panels. Take care to inspect for the presence of cracks, not merely lines. A crack will be open and the separation will show an edge. The distortion occurs so that the inner liner lifts up into the flow path and the outer liner bends down into the flow path. These irregularities are usually obvious when the liners are
Figure 2-22.- Inner/ outer liner circumferential cracks
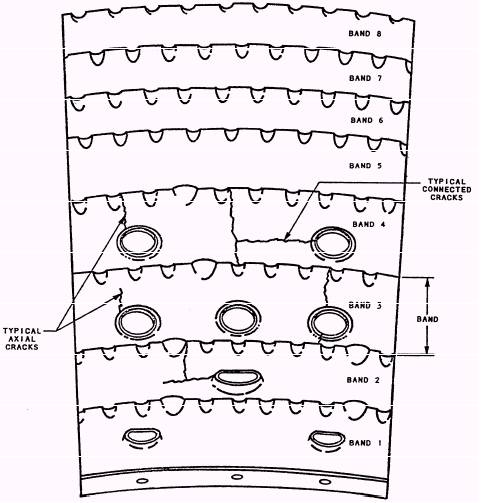
Figure 2-23.- Combustor inner liner cracks.
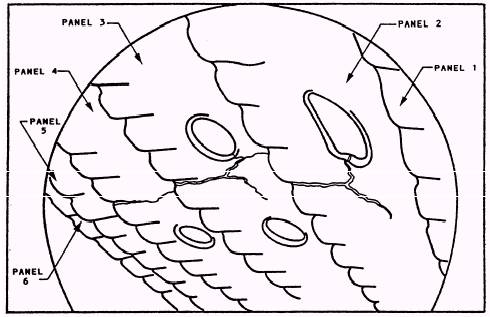
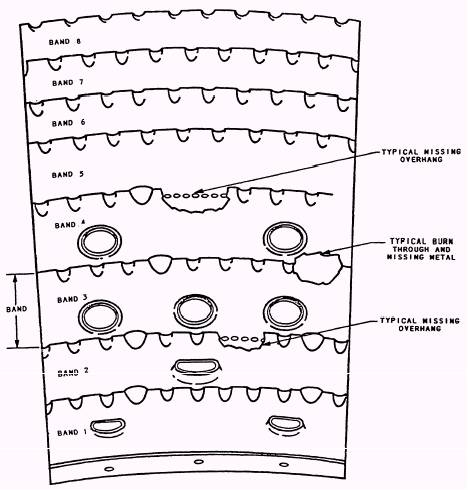
Figure 2-24.- Combustor liner cracks growing together. viewed through wide angle probe No. 2. When circumferential cracking is observed, record the band number and the span of the cracking relative to the number of cooling/ dilution holes. Use the diameter of the cooling holes as a comparative measurement gauge. Axial Cracks.- Axial cracking usually starts at band No. 3 on the inner liners and propagates aft and forward. As operating time is accrued, these axial panel cracks grow into three-legged cracks as seen in figure 2-23. The edges of these cracks will separate and the corners will lift into the flow path. Inspect the areas aft and forward of these cracks, recording the axially separated cracks that show a tendency to grow together. DOD is the primary cause of damage to the HP nozzle and turbine rotor elements. It is caused by pieces from the combustor liners cracking out of the panel overhangs and impacting with the rotating turbine elements. The most serious problem is the separation of a large section of liner that could cause significant damage. This usually occurs as a result of axial and circumferential cracks growing together as shown in figure 2-24. It is important to record the damage to adjacent areas of about 5 inches to either side of the damaged area. These areas can grow together and liberate large pieces of material. These circumferentially spaced, cracked areas are usually separated at every other fuel nozzle spacing along with axial color streaking. Missing Metal and Burn-Through.- Inspect for the loss of metal at the panel overhang and the area between dimples (fig. 2-25). Bum-through of the liners is not common. What is common are the bluish-black slag areas that show roughness and appear to be oxidized. Inspect these areas carefully for T cracks because they will propagate and open up.
Figure 2-25.- Inner/ outer liner burns and missing metal. |
 
|
|
|
||
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|