Custom Search
|
|
 
|
||
|
ESTABLISHING PROCESS-MONITORING PARAMETERS The first time color process monitoring is used or the first time a process is started up, the steps for establishing a process-monitoring system are as follows: 1. Ensure that chemical and mechanical specifications are met. These include mixing procedures, processing temperatures, times, and so forth. 2. Determine initial reference values for the particular code of control strips you are using. This generally consists of reading the reference strip on the densitometer, recording the densities, and adding or subtracting correction factors (supplied with control strips). (See fig. 2-16) When available, average the reading of several reference strips to minimize the effects of variability. NOTE: Be sure that the reference strips and control strips you are using have the same code number. A code number is assigned to each emulsion batch, and this code number changes with each emulsion batch manufactured. 3. Process five control strips, one in different production runs. You should always feed the strip in a continuous processor with the low-density end first. The end of the film with the low-density steps is indicated with a dimple on the film. You should also feed the control strips into the processor at the same location of the feed tray. It does not matter whether you feed from the center, the far-right side, or the far-left side. It is important for you to process the control strips consistently to reduce variability. 4. Read the red, green, and blue densities of the specified control-strip density steps on the densitometer and average the values.
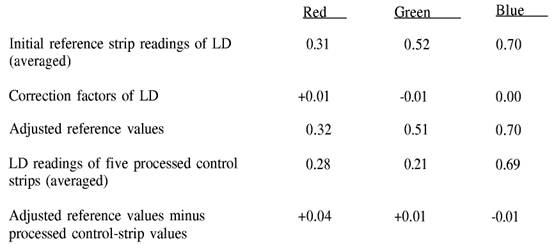
Figure 2-16. -Correction factors supplied with control strips. 5. Subtract the initial reference values from the averaged, processed control-strip density values. When a control parameter of high density minus low density is specified for the process, determine that also. The results of these subtractions are known as the aim values. The example in figure 2-17 summarizes steps 1 through 5 to show you how the aim- or center-line values are derived for an LD step. In the example below, LD red plots four lines below the center line, LD green plots one line above the center line, and LD blue plots one line below the center line. 6. Adjustment tolerances may be applied to the aim values, as appropriate, to bring the control-strip values closer to the aim values. These adjustment tolerances are specified in each process-monitoring manual. For example, the red low-density (LD) value for your processed control strip is 0.28. The adjusted reference value is 0.32. The process-monitoring manual indicates that the aim-value adjustment tolerance for LD is .04. You can adjust the red center-line value by subtracting 0.04 from the adjusted reference values (0.32 - 0.04 = 0.28). The adjusted aim value of 0.28 is your new center line or aim value on your control chart. NOTE: The adjustment tolerances change for each step and each type of process. You must consult the appropriate process-monitoring manual to obtain these tolerances. 7. Tolerance limits are defined and prescribed in each process-monitoring manual. When the average control values obtained in the preceding step fall within the tolerance limits, production work may be processed and the initial reference values may be used to determine future control values for that particular code of control strips. 8. When average control values fall outside tolerance limits, it is likely that there is a mistake in the following: reading the control strips, performing the calculations, setting up the densitometer, or starting up the process. If errors are not detected, there may be something wrong with the control strip. Improper storage or handling may be the problem. If possible, start over and use a new batch of control strips.
Figure 2-17.-Deriving LD aim values for a process-monitoring chart.
9. When the source of the out-of-control condition is found and corrected, repeat procedures in steps 1 through 6. |
 |
|
|
||