Custom Search
|
|
 
|
||
|
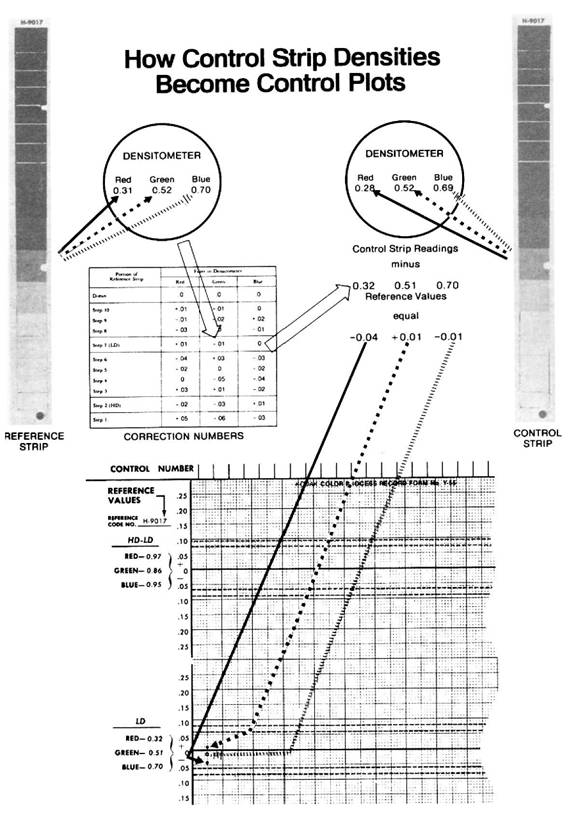
LIMITS AND TOLERANCES Once the mean or standard has been established, action and control limits are set according to the appropriate monitoring manual. The action limits act as "early warning" limits. Production work can still be processed when the action limit is exceeded, but this indicates that a condition exists that needs to be corrected or the process may drift out of control. Once the process drifts out of control, you should stop production until the problem is corrected. If a control strip shows that the control limits have been exceeded, confirm this with a second strip; then refer to the appropriate monitoring manual and stop production until the trouble is corrected. As you continue to plot control values, you will see a random variation around the process mean over which you have little control. As long as the control limits are not exceeded, acceptable quality can be expected. COLOR PROCESS CONTROL CHARTS A good control program uses control charts and subjective print quality analysis in decision making. A control chart provides a tool to avoid situations where a serious processing error is compensated for in printing to keep print quality acceptable. An imaging facility that is compensating for errors near or beyond the control limits is certain to have more quality problems than a facility operating within acceptable standards. Preparing a control chart, such as the Kodak Color Process Record Form, No. Y-55, is quite easy. Follow this 8-step procedure: 1. Use a separate chart for each processing machine. 2. Record the reference strip code number and the reference values in the appropriate places. Use color pencils to distinguish the red, green, and blue densities when recording the reference values. 3. Draw horizontal lines to represent the mean, action limits, and upper- and lower-control limits. 4. Record the process and machine number. 5. When plotting the control values, record the date and time that the control strip was processed (not read), and note any chemical or mechanical changes made as a result of the plots. 6. Plot control values having a plus sign above the line that represents the reference value, and plot control values with a minus sign below the reference value line. 7. Connect the points to provide a continuous graph. 8. When changing to a new control strip code number, note it on the chart. Record the date and the new reference values and limits. The control charts shown in figure 2-1 are not intended to represent an actual control film or process. It is used for illustration purposes only to show patterns that can occur on actual control charts. Processing Control Strips Once control charts are established, control strips must be processed on a regular basis. Each color product has a particular control strip with a particular format. In a sink-line process, a control strip should be processed with each run of production film because of human variables. In continuous (machine) processors, control strips should be processed as follows: Before processing production work at the beginning of the workday, or shift, or after a long shutdown, such as a weekend. Along with production work, at various times throughout the day. At the end of each workday, or shift. After any chemical or mechanical change. Be sure to indicate this change on the control chart. Whenever fresh chemicals are used in the process. Make a note of this on the control chart.
Flume 2-19---Record Form Y-55.
*Whenever a problem is suspected. As soon as a control strip comes out of the dryer, identify it with the time and date of processing (not the time it was actually read). A code number identifying a machine or operator is also helpful when your facility has more than one of the same type of processor. Always inspect a control strip for physical or chemical defects before reading the appropriate densities. Use the middle area of the density steps for taking the density readings. Make each measurement twice. You should use a slightly different area of the step each time, and average the readings. The emphasis in process monitoring is on densitometry. Keep in mind, however, that changes in the process are made by chemical and mechanical variations, intentional or not. Problems are much easier to track when records are kept of all intentional changes in the following: Machine speed Solution temperatures Replenishment rates Agitation Filters Squeegee adjustments Parts (racks, gears, pumps, and lines) Operators Processing solutions Types of film
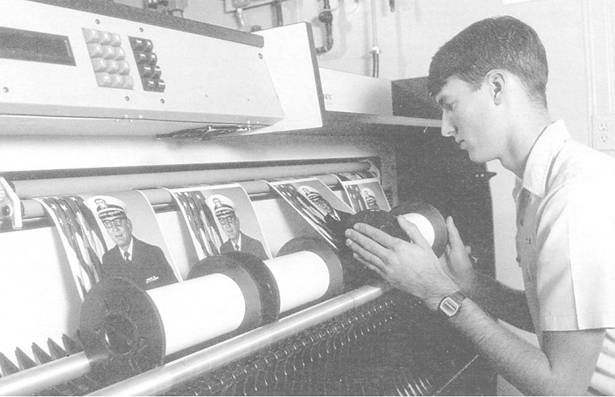
Fimire 2-19.-A Navy Photographer's Mate inspects prints for physical defects that are exiting a processor. Photo by PH2 Sharon Nelms-Thorsvik Control strips Action to Take When Control Limits Are Exceeded When you are interpreting control value plots, your first consideration should be to determine whether a plot has exceeded the action limits or control limits. As long as the plots fluctuate within action limits, the process is running in control and generally should be left alone. If a red, green, or blue measurement exceeds the action or control limits, verify the readings, check the process, and immediately process another control strip. When the results confirm those of the first strip, proceed as follows. An out-of-control situation is serious; therefore, it is important that the information indicating such a condition is correct. When the out-of-control condition is verified by a second control strip, it must be considered real. Two consecutive control strips seldom provide similar false information about a process. Processing trends and tendencies are not as well defined as control values, but they are equally important. These conditions in the process indicate unnecessary bias or drift away from the mean. For example, when successive plots of control values show that an increasing number of densities are moving away from the mean in a particular direction, you must take corrective action to stop or reverse the trend before plots have moved beyond the control limit. Also, processing conditions that cause control values to plot consistently within but near a control limit are acceptable. Each of Kodak's Z-series manuals has a section devoted to possible causes of processing problems and visual references of how they appear on a control chart. Diagnostic charts are also provided to give possible causes that can affect the process and what action to take in each instance. Each specific monitoring manual includes verbal descriptions of problems and lists possible solutions. |
 
|
|
|
||
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|