|
||
|
|
||
| |||||||||||||||
|
|
SHEET-METAL BENDING AND FORMING EQUIPMENT Sheet metal is given three-dimensional shape and rigidity by bending. Sheet metal can be formed by hand or with various special tools and machines. several techniques are described in the following sections.
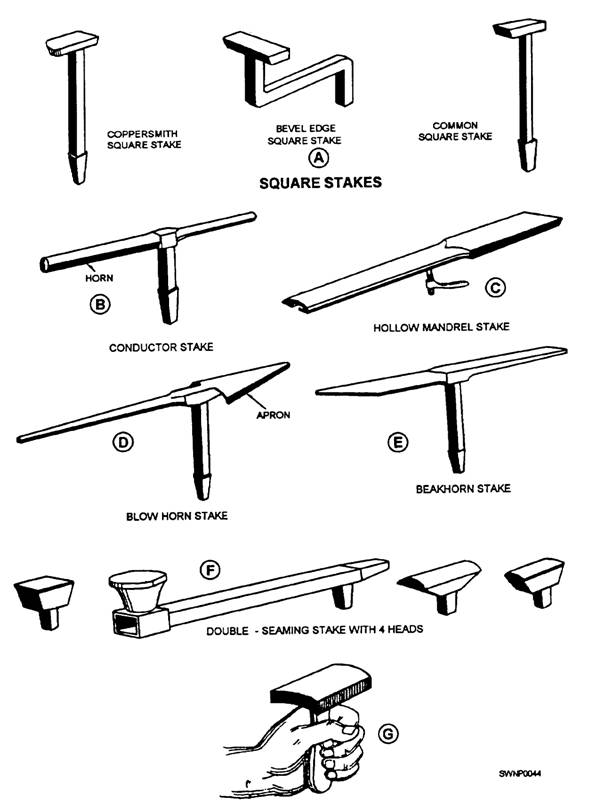
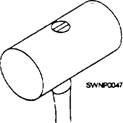
Figure 2-26.-Ring and circular shears Stakes METAL STAKES allow the sheet-metal craftsman to make an assortment of bends by hand Stakes come in a variety of shapes and sizes. The work is done on the heads or the horns of the stakes. They are machined, polished, and, in some cases, hardened Stakes are used for finishing many types of work; therefore, they should NOT be used to back up work when using a chisel. The following is an assortment of the most common stakes that are used within the NCF and Public Works Departments (fig. 2-27): 1. SQUARE STAKES (fig. 2-27, view A) have square-shaped heads and are used for general work Three types are used: the coppersmith square stake with one end rounded, the bevel edge square stake that is offset, and the common square stake. Some of the edges are beveled and this allows them to be used for a greater variety of jobs. 2. The CONDUCTOR STAKE (fig. 2-27, view B) has cylindrical horns of different diameters and is used when forming, seaming, and riveting pieces and parts of pipes. 3. The HOLLOW MANDREL STAKE (fig. 2-27, view C) has a slot in which a bolt slides allowing it to be clamped firmly to a bench. Either the rounded or the flat end can be used for forming, seaming, or riveting. There are two sizes available with an overall length of either 40 or 60 inches. 4. The BLOW HORN STAKE (fig. 2-27, view D) has two horns of different tapers. The apron end is used for shaping blunt tapers and the slender-tapered end is used for slightly tapered jobs. 5. The BEAKHORN STAKE (fig. 2-27, view E) is a general-purpose stake. The stake has a round-tapered horn on one end and a square-tapered horn on the other end. This stake is used for riveting and shaping round or square work 6. The DOUBLE-SEAMING STAKE WITH FOUR INTERCHANGEABLE HEADS (fig. 2-27, view F) has two shanks and either one can be installed
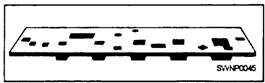
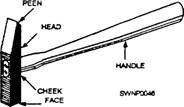
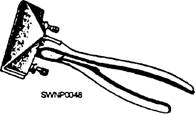
Figure 2-27.-Metal stakes in a bench plate, allowing the stakes to be used vertically or horizontally. This stake is used for double seaming large work of all types and for riveting. 7. The HAND DOLLY (fig. 2-27, view G) is a portable anvil with a handle that is used for backing up rivet heads, double seams, and straightening. Other Forming Tools Stakes are designed to fit in a BENCH PLATE (fig. 2-28). The bench plate is a cast-iron plate that is affixed to a bench. It has tapered holes of different sizes that support the various stakes that can be used with the plate. Additionally, there is another type of bench plate that consists of a revolving plate with different size holes which can be clamped in any desired position. The SETTING HAMMER (fig. 2-29) has a square, flat face and the peen end is single-tapered. The peen is for setting down an edge. The face is used to flatten seams. Setting hammers vary in size from 4 ounces to 20 ounces and their use is determined by the gauge of the metal and the accessibility of the work. A WOOD MALLET (fig. 2-30) provides the necessary force for forming sheet metal without marring the surface of the metal. Narrow sections can be formed with the HAND SEAMER (fig. 2-31). Its primary use is for turning a flange, for bending an edge, or for folding a seam. The width of the flange can be set with the knurled knobs on the top of the jaw.
Figure 2-28.-Bench plate.
Figure 2-29.-Setting hamer.
Figure 2-30.-Wood mallet
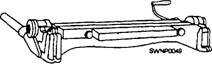
Figure 2-31.-Hand seamer. Forming and Bending Machines Many machines have been designed to perform precise sheet-metal bending operations. They include the bar folder, several types of brakes, roll forming machines, and combination rotary machines. These machines are described next. BAR FOLDER.- The BAR FOLDER (fig. 2-32) is designed to bend sheet metal, generally 22 gauge or lighter. Bar folders are used for bending edges of sheets at various angles, for making channel shape (double-right angle folds), and for fabricating lock seams and wired edges. Narrow channel shapes can be formed but reverse bends cannot be bent at close distances. The width of the folder edge is determined by the setting of the DEPTH GAUGE (fig. 2-33). The sharpness of the folded edge, whether it is to be sharp for a hem or seam or rounded to make a wire edge, is determined by the position of the WING (fig. 2-34). Right-angle (90) and 45-degree bends can be made by using the 90-degree and 45-degree ANGLE STOP. Hemmed edges are made in the following manner (fig. 2-35): 1. Adjust the depth gauge for the required size, and position the wing for the desired fold sharpness. 2. Set the metal in place, setting it lightly against the gauge fingers.
Figure 2-32.-Bar folder.
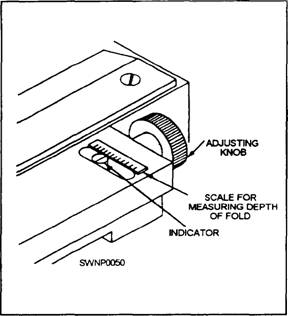
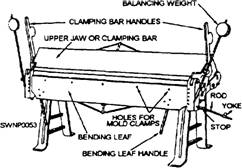
Figure 2-33.-Fold size depth gauge. 3. With the left hand holding the metal, pull the handle as far forward as it will go. Return the handle to its original position. 4. Place the folded section on the beveled section of the blade, as close to the wing as possible. Flatten the fold by pulling the handle forward rapidly. BRAKES.- Large sheet-metal sections are formed by using bending brakes. These machines produce more uniform bends than can be made by hand and require significantly less effort. The two most commonly used brakes are the cornice brake and the finger brake. A CORNICE BRAKE is shown in figure 2-36. Two adjustments have to be made before using the machine. 1. Adjust the UPPER JAW or CLAMPING BAR vertically for the gauge of sheet metal to be bent. The clamping device holds the work solidly in position, provided it is correctly adjusted. For example, if the clamping device is set for 18 gauge sheet metal and you
Figure 2-36.-Cornice brake.
bend 24 gauge sheet metal at that setting, the sheet will slip and the bend will be formed in the wrong position. When you try to bend 18 gauge sheet metal when the machine is set for 24 gauge sheet metal, you can break the clamping bar handle. The pressure to lock the clamping bar should NEVER be too strong. With a little practice you will be able to gauge the pressure correctly. 2. Adjust the upper jaw horizontally to the correct position for the thickness of the metal and for the radius of the bend to be made. CAUTION If the upper jaw is adjusted to the exact thickness of the metal, the bend will be sharp or it will have practically no bend radius. If it is set for more than the thickness of the metal, the bend will have a larger radius; if the jaw is set for less than the thickness of the metal, the jaws of the machine may be sprung out of alignment and the edges of the jaws may be damaged. After these two adjustments have been made, the machine is operated as follows: 1. Scribe a line on the surface of the sheet metal to show where the bend will be. 2. Raise the upper jaw with the clamping handle and insert the sheet in the brake, bringing the scribed line into position even with the front edge of the upper jaw. 3. Clamp the sheet in position. Ensure that the scribed line is even with the front edge of the upper jaw. The locking motion will occasionally shift the workpiece. 4. Once you are satisfied that the metal is clamped correctly, the next step is to lift the bending leaf to the required angle to form the bend. If you are bending soft and/or ductile metal, such as copper, the bend will be formed to the exact angle you raised the bending leaf. If you are bending metal that has any spring to it, you will have to raise the bending leaf a few degrees more to compensate for the spring in the metal. The exact amount of spring that you will have to allow for depends on the type of metal you are working with. 5. Release the clamping handle and remove the sheet from the brake. The brake is equipped with a stop gauge, consisting of a rod, a yoke, and a setscrew. You use this to stop the bending leaf at a required angle. This feature is useful when you have to fabricate a large number of pieces with the same angle. After you have made your first bend to the required angle, set the stop gauge so that the bending leaf will not go beyond the required angle. You can now fabricate as many bends as you need. The cornice brake is extremely useful for making single hems, double hems, lock seams, and various other shapes. It is impossible to bend all four sides of a box on a conventional brake. The FINGER BRAKE, sometimes referred to as a BOX AND PAN BRAKE (fig. 2-37), has been designed to handle this exact situation . The upper jaw is made up of a number of blocks, referred to as "fingers." They are various widths and can easily be positioned or removed to allow all four sides of a box to be bent. Other than this feature, it is operated in the same manner as a cornice brake. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |
|
|
Integrated Publishing, Inc. - A (SDVOSB) Service Disabled Veteran Owned Small Business
|