|
||
|
|
||
| |||||||||||||||
|
|
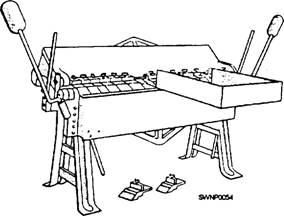
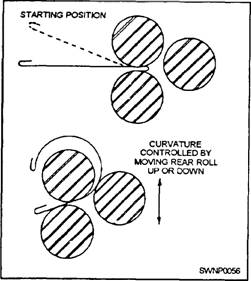
ROLL FORMING MACHINE.- When cylinders and conical shapes are being formed, no sharp bends are obviously required; instead, a gradual curve has to be formed in the metal until the ends meet. Roll forming machines have been invented to accomplish this task. The simplest method of forming these shapes is on the SLIP ROLL FORMING MACHINE (fig. 2-38). Three rolls do the forming (fig. 2-39). The two front rolls are the feed rolls and can be adjusted to accommodate various thicknesses of metal. The rear roll, also adjustable, gives the section the desired curve. The top roll pivots up to permit the cylinder to be removed without danger of distortion. Grooves are machined in the two bottom
Figure 2-37.-Finger brake.
Figure 2-38.-Slip roll forming machine.
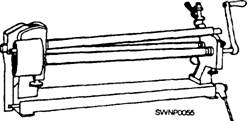
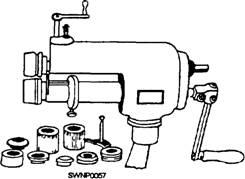
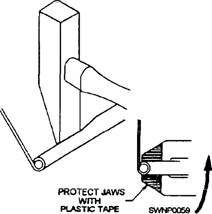
Figure 2-39.-Forming cylinders on rolling forms. rolls for the purpose of accommodating a wired edge when forming a section with this type edge or for rolling wire into a ring. COMBINATION ROTARY MACHINE.Preparing sheet metal for a wired edge, turning a burr, beading, and crimping are probably the most difficult of sheet-metal forming operations to perform. When production dictates, large shops will have a machine for each operation. However, a COMBINATION ROTARY MACHINE (fig. 2-40) with a selection of rolls will prove acceptable for most shop uses. Wiring an Edge.-The wire edge must be applied to tapered shapes after they are formed. This is accomplished by turning the edge on the rotary machine. Gradually, lower the upper roll until the groove is large enough for the wire. The edge is pressed around the wire with the rotary machine (fig. 241). The wire edge can be finished by hand if a rotary machine is not available. The edge is formed on the
Figure 2-40.-Combination rotary machine with extra forming rolls.
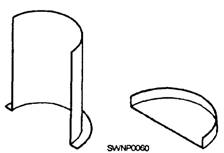
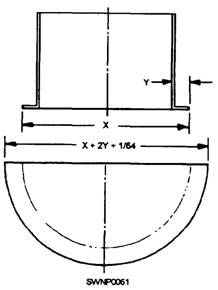
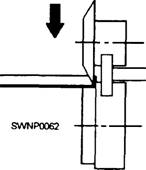
Figure 2-41.-Turning a wire edge with a rotary machine. bar folder and forced into place around the wire with a setting hammer or pliers (fig. 2-42). Turning a Burr.- A BURR, in sheet-metal language, is a narrow flange turned on the circular section at the end of a cylinder (fig. 2-43). Before you cut the section, remember that additional material must be added to the basic dimensions of the object for the burr. Figure 2-44 shows how to calculate the additional material. After the rotary machine has been adjusted to turn the proper size burr, the work is placed in position and the upper roll lowered. Make one complete revolution of the piece, scoring the edge lightly. Lower the upper roll a bit more, creating more pressure, and make another turn. Continue this operation, raising the disc slightly after each turn until the burr is turned to the required angle (fig. 2-45). This procedure is also used to turn the burr on the bottom of the cylinder for a double seam (fig. 2-46). The two pieces are snapped together, the burr set down, and the seam completed (fig. 2-47). NOTE: Because turning a burr is a difficult operation, you should turn several practice pieces to
Figure 2-42.-Setting a wire edge with a setting hammer or pliers.
Figure 2-43.-Burrs turned on a cylindrical section.
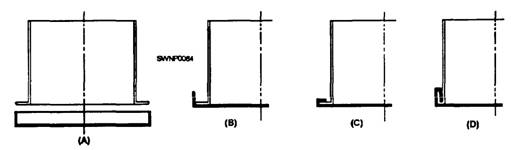
Figure 2-44.-Calculating the material needed for a double seam.
Figure 2-45.-Turning a burred edge.
Figure 2-46.-Fitting burred sections together. develop your skill before turning the burr on the actual piece to be used.
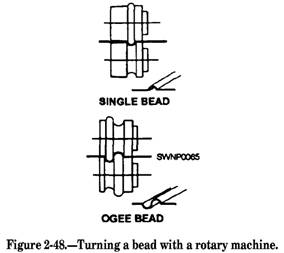
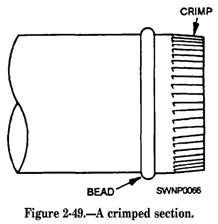
Figure 2-47.-Making a double seam on a cylindrical section. Beading. - BEADING (fig. 2-48) is used to give added stiffness to cylindrical sheet-metal objects for decorative purposes, or both. It can be a simple bead or an ogee (S-shaped) bead. They are made on the rotary machine using beading rolls. Crimping.- CRIMPING (fig. 2-49) reduces the diameter of a cylindrical shape, allowing it to be slipped into the next section. This eliminates the need for making each cylinder with a slight taper.
SHEET-METAL DEVELOPMENT In sheet-metal development work, some fabrication or repair jobs can be laid out directly on sheet metal. This development procedure, known as SCRATCHING, is used when the object to be made requires little or no duplication. When a single part is to be produced in quantity, a different development procedure is used. Instead of laying out directly on the metal, you will develop a PATTERN, or TEMPLATE, of the piece to be fabricated and then transfer the development to the metal sheet. The second development procedure is what we are primarily concerned with in this section. Special attention is given to the three primary procedures commonly used in developing sheet-metal patterns. They are parallel line, radial line, and triangular development. We will also discuss the fabrication of edges, joints, seams, and notches. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |