|
||
|
|
||
| |||||||||||||||
|
|
BEVELING MILD STEEL Frequently, you must cut bevels on plate or pipe to form joints for welding. The flame must actually cut through 2.8 inches of metal to make a bevel cut of 45 degrees on a 2-inch steel plate. You must take this into consideration when selecting the tip and adjusting the pressures. You use more pressure and less speed for a bevel cut than for a straight cut. When bevel cutting, you adjust the tip so the preheating orifices straddle the cut. Apiece of 1-inch angle iron, with the angle up, makes an excellent guide for beveling straight edges. To keep the angle iron in place while cutting, you should use a heavy piece of scrap, or tack-weld the angle to the plate being cut. Move the torch along this guide, as shown in figure 4-24. ELECTRIC DRIVE CUTTING TORCH CARRIAGE An improvement over mechanical guides is an electric motor-driven cutting torch carriage. The speed of the motor can be varied allowing the welder to cut to dimensions and to cut at a specific speed. A typical motor driven carriage has four wheels: one driven by a reduction gear, two on swivels (castor style), and one freewheeling. The torch is mounted on the side of the carriage and is adjusted up and down by a gear and rack
Figure 4-25.-Electric motor-driven carriage being used to cut a circle in steel plate. The rack is a part of the special torch. The torch also can be tilted for bevel cuts. This machine comes with a straight two-groove track and has a radial bar for use in cutting circles and arcs. A motor-driven cutting torch cutting a circle is shown in figure 4-25. The carriage is
Figure 4-26.-Electric motor-driven carriage being used on straight track to cut a beveled edge on steel plate. equipped with an off-and-on switch, a reversing switch, a clutch, and a speed-adjusting dial that is calibrated in feet per minute. Figure 4-26 shows an electric drive carriage on a straight track being used for plate beveling. The operator must ensure that the electric cord and gas hoses do not become entangled on anything during the cutting operation. The best way to check for hose, electric cord, and torch clearance is to freewheel the carriage the full length of the track by hand. You will find that the torch carriage is a valuable asset during deployment. This is especially true if your shop is called upon to produce a number of identical parts in quantity. Such an assignment might involve the fabrication of a large supply of handhole covers for runway fixtures, or another assignment might be the production of a large quantity of thick base plates for vertical columns. When using the torch carriage, you should lay the track in a straight line along a line parallel to the edge of the plate you are going to cut. Next, you light the torch and adjust the flame for the metal you are cutting. Move the carriage so the torch flame preheats the edge of the plate and then open the cutting oxygen valve and turn on the carriage motor. The machine begins moving along the track and continues to cut automatically until the end of the cut is reached. When the cut is complete,
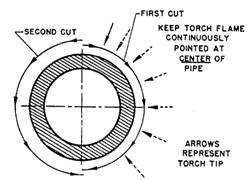
Figure 4-27.-Cutting pipe with an oxygas cutting torch. you should do the following: promptly turn off the cutting oxygen, turn off the current, and extinguish the flame-in that order. The cutting speed depends upon the thickness of the steel being cute |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |