|
||
|
|
||
| |||||||||||||||
|
|
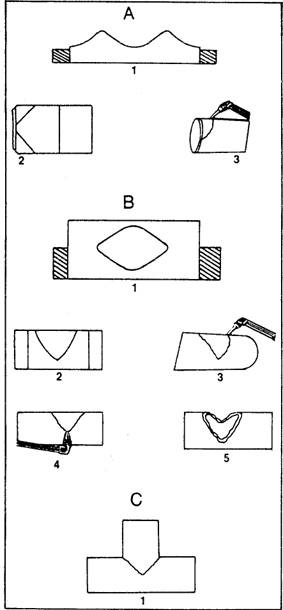
CUTTING AND BEVELING PIPE Pipe cutting with a cutting torch requires a steady hand to obtain a good bevel cut that is smooth and true. Do not attempt to cut and bevel a heavy pipe in one operation until you have developed considerable skill. First, you should cut the pipe off square, and ensure all the slag is removed from the inside of the pipe. Next, you should bevel the pipe. This procedure produces a cleaner and better job; it is ideal for use by an inexperienced Steelworker. When cutting a piece of pipe, you should keep the torch pointed toward the center line of the pipe. Start the cut at the top and cut down one side. Then begin at the top again and cut down the other side, finishing at the bottom of the pipe. This procedure is shown in figure 4-27. When you make T and Y fittings from pipe, the cutting torch is a valuable tool. The usual procedure for fabricating pipe fittings is to develop a pattern like the one shown in figure 4-28, view A-1. After you develop the pattern, wrap it around the pipe, as shown in figure 4-28, view A-2. Be sure to leave enough material so the ends overlap. Trace around the pattern with soapstone or a scribe. It is a good idea to mark the outline with a prick punch at 1/4-inch intervals. During the cutting procedure, as the metal is heated, the punch marks stand out and make it easier to follow the line of cut. Place the punch marks so the cutting action will remove them. If punch marks are left on the pipe, they could provide notches from which cracking may Start, An experienced Steelworker can cut and bevel pipe at a 45-degree angle in a single operation. A person with little cutting experience should do the job in two steps.
Figure 4-28.-Fabricating a T. In that case, the first step involves cutting the pipe at a 90-degree angle. In the second step, you bevel the edge of the cut to a 45-degree angle. With the two-step procedure, you must mark an additional line on the pipe. This second line follows the contour of the line traced around the pattern, but it is drawn away from the original pattern line at a distance equal to the thickness of the pipe wall. The first (90-degree) cut in the two-step procedure is made along the second line. The second (45-degree) cut is made along the original pattern line. The primary disadvantage of the two-step procedure is it is time consuming and uneconomical in oxygen and gas consumption. The one-step method of cutting and beveling pipe is not difficult, but it does require a steady hand and a great deal of experience to turn out a first-class job. An example of this method for fabricating a T is shown in figure 4-28. View A of figure 4-28 outlines the step-bystep procedures for fabricating the branch; view B shows the steps for preparing the main section of the T; and view C shows the assembled T, tack-welded and ready for final welding. Step 3 of view A shows the procedure for cutting the miter on the branch. You should begin the cut at the end of the pipe and work around until one half of one side is cut. The torch is at a 45-degree angle to the surface of the pipe along the line of cut. While the tip is at a 45-degree angle, you should move the torch steadily forward, and at the same time, swing the butt of the torch upward through an arc. This torch manipulation is necessary to keep the cut progressing in the proper direction with a bevel of 45 degrees at all points on the miter. Cut the second portion of the miter in the same reamer as the first. The torch manipulation necessary for cutting the run of the T is shown in Steps 3 and 4 of view B in figure 4-28. Step 3 shows the torch angle for the starting cut and Step 4 shows the cut at the lowest point on the pipe. Here you change the angle to get around the sharp curve and start the cut in an upward direction. The completed cut for the run is shown in Step 5 (fig. 4-28, view B). Before final assembly and tack welding of any of the parts of a fabricated fitting, you must clean the slag from the inner pipe wall and check the fit of the joint. The bevels must be smooth and have complete fusion when you weld the joint. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |