|
||
|
|
||
|
Page Title:
Waterside Inspection of Boiler Tubes |
||
| |||||||||||||||
|
|
WATERSIDE INSPECTION OF BOILER TUBES Regular waterside inspection of boiler tubes provides the information required to determine the effectiveness of water treatment, maintenance procedures, diagnoses of boiler operating troubles, and in general an overall condition of the boiler. Tube failures generally occur in the outer half of the tube nest from external corrosion just above the water drum. When such failures have occurred, either in operation or under hydrostatic test, or when the examination of tubes in the exploring block shows that the tube thickness is less than half the original thickness, complete renewal must be made of all tubes from the center row to the outer row (inclusive) over a fore-and-aft length of the tube bank sufficient to completely cover the affected area. This renewal must be made regardless of the condition of the tubes that were not included in the exploring block. The existence of slight, scattered pitting does not necessarily require the complete retubing of the boiler, even if the thickness of the tubes at some of the pits is less than 50% of the original tube thickness. When pitting is observed, tubes should be split and examined to see whether the pitting is (1) moderately heavy, and (2) general throughout the boiler. Internal pitting resulting from improper treatment of boiler water is most likely to occur in tubes that receive the most heat (screen tubes, fire row tubes, and so forth) and in areas that are particularly subject to oxygen pitting. In general, oxygen pitting tends to occur most commonly in downcomers, in superheaters, and at the steam drum ends of generating tubes. If active oxygen pits (that is, pits that are still scabbed over, rather than clean) are found when the boiler is inspected, or if oxygen pitting is suspected because of the past operating history of the boiler, one or two tubes should be removed from the areas in which oxygen pitting is most likely to be found. The tubes thus removed should be split and examined. If as many as 25% of the pits are deeper than 50% of the tube wall thickness, and if at least a few of the pits are deeper than 65% of the tube wall thickness, a sample of about 20 tubes from the screen and last rows of the generating bank should be cut. These tubes should be split and examined, and their condition should be evaluated on the same basis as before. If as many as 25% of the pits are deeper than 50% of the wail thickness, and if at least a few are deeper than 65%, the oxygen pitting is considered to be general throughout the boiler and moderately heavy. With these findings, complete tube renewal should certainly be considered. However, it is possible that complete tube renewal may be postponed in some cases if (1) the boiler can be successfully cleaned by a chemical cleaning, (2) the boiler can successfully withstand a 125% hydrostatic test, and (3) future boiler water treatment, use of blowdown, and laying-up procedures can be expected to be in strict accordance with NAVFAC requirements. Before you make a detailed waterside inspection of boiler tubes, you should be familiar with some of the WATERSIDE CAVITIES and SCARS that can be recognized by visual examination. LOCALIZED PITTING is the term used to describe scattered pits on the watersides. These pits are usually-though not always-caused by the presence of dissolved oxygen. WATERSIDE GROOVES are similar to localized pits in some ways, but they are longer and broader than the pits. Waterside grooves tend to occur in the relatively hot bends of the tubes near the water drum; they may also occur on the external surfaces of desuperheater tubes. Some waterside grooves are clean, but most contain islands of heavy corrosion scabs. A typical example of waterside grooving is shown in figure 12-4. CORROSION FATIGUE FISSURES are deepwalled, canyon-like voids. They have the appearance of being corroded, rather than fractured, and they may be filled with corrosion products. These fissures occur in metal that has been fatigued by repeated stressing, thus making it more subject to corrosion than it would other-wise be. GENERAL WATERSIDE THINNING can occur if the boiler water alkalinity is too low over a long period of time, if the boiler water alkalinity is too high, or if acid residues are not completely removed from a boiler that has been chemically cleaned. The greatest loss of metal from general waterside thinning tends to occur along the side of the tube that is toward the flame. The entire length of the tube from steam drum to water
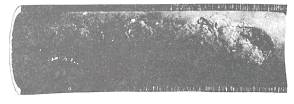
Figure 12-4.-Waterside grooving in a generating tube.
Figure 12-5.-General waterside thinning. drum may be affected. Figure 12-5 shows general waterside thinning. WATERSIDE BURNING may occur if the temperature exceeds about 750F in plain carbon steel tubes or about 1,000F in most alloy superheater tubes. The effect of waterside burn-ing is the oxidation of the tube metal to a shiny, black, magnetic iron oxide known as high-temperature oxide. WATERSIDE ABRASION is the term used to describe waterside cavities that result from purely mechanical causes rather than from corrosion. For example, tube brushes or cutters may cause abrasion spots at sharp bends in economizer, superheater, and generating tubes. The surface markings of such abrasions indicate clearly that they result from mechanical abrasion rather than from corrosion. DIE MARKS appear as remarkably straight and uniform longitudinal scratches or folds on the watersides of the tube. They are the result of faulty fabrication. Die marks, shown in figure 12-6, may extend for the full length of the tube. Localized corrosion occurs quite often along the die mark. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |