Custom Search
|
|
  |
|
|
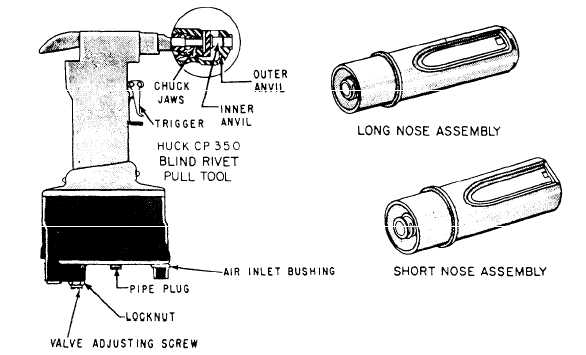
BLIND RIVET INSTALLATION The description and use of blind rivets are covered in chapter 2 of this manual. The special tools and installation and removal methods are covered in the following sections. Selection of the proper equipment depends on a number of variables: space available for equipment, type of rivets to be driven, and the availability of air pressure.Installation Tools One of the tools used for driving buck rivets is the CP350 blind rivet pull tool. See figure 13-49. The nose of the tool includes a set of chuck jaws that fit the pull grooves in the rivet pinto pull it through the rivet shank to drive the rivet. The nose also has an outer anvil that bears against the outer part of the manufactured head during the driving operation. The third nose component is an inner anvil that advances automatically to drive the locking collar home after the blind head is formed. A short nose assembly, interchangeable with the standard assembly, is available for use in areas of restricted clearance.A change in rivet diameter requires a change in chuck jaws, outer anvil, inner anvil, and inner anvil thrust bearing, and an adjustment of the shift valve operating pressure. A change in the rivet head type from universal head to countersunk head without a change in rivet diameter, or vice versa, requires only a change of the outer anvil. A special chuck jaw assembly tool is furnished with the tool. To insert the chuck jaws into the chuck sleeve, you should mount the three jaws on this assembly tool to form a cone. Then lower the inverted chuck sleeve over the jaws. You should always be sure that the pull tool is equipped with the correct size chuck jaws, the outer and inner anvils fit the rivets being driven, and the relief valve operating
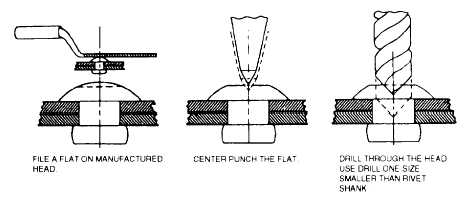
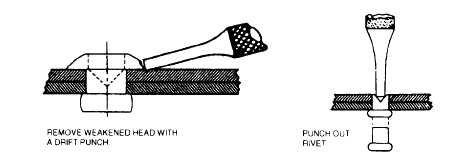
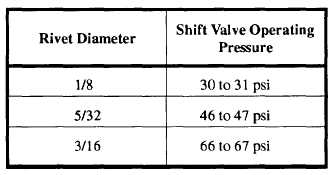
Figure 13-48.-Removal of rivets. Table 13-3.-Adjustments for CP350 Blind Rivet Pull Tool
pressure is properly adjusted for the size rivets being driven. Also make sure that the rivets are of proper length. The tool has only one operating adjustment. This adjustment is used to control the pull on the pin. The desired amount of the pull depends on the diameter of the rivets to be installed. The pull is varied by changing the pressure at which the adjustable shift valve operates. To adjust the pressure, proceed as follows:1. Remove the pipe plug from the tool cylinder and connect a pressure gauge to the tool.2. Press the trigger and release it the instant a puff of exhaust indicates the shift valve controlling the inner anvil has shifted. The gauge will then indicate the shift pressure. See table 13-3 for the approximate pressures.NOTE: The trigger must be released immediately as the valve shifts. Otherwise the gauge will record the higher pressure that builds up after the valve has shifted.3. To adjust the pressure, loosen the valve-adjusting screw locknut and turn the valve-adjusting screw clockwise to increase pressure, or counter-clockwise to decrease pressure, until the desired pressure is obtained. Check the pressure after tightening the valve-adjusting screw locknut. When you drive rivets of extremely long grip length, you should make an adjustment to the high-pressure limit. For efficient operation of the tool, the minimum desired line pressure should be not less than 90 psi and the maximum not more than 110 psi. When you are using a CP350A or B rivet pull tool, it may be necessary to increase the inside diameter of the air inlet bushing, part number 81479, from 0.055 to 0.065 of an inch when you are driving 3/16-inch-diameter rivets, if the line pressure
Figure 13-49.-Self-plugging rivet (mechanical lock) pull tool.
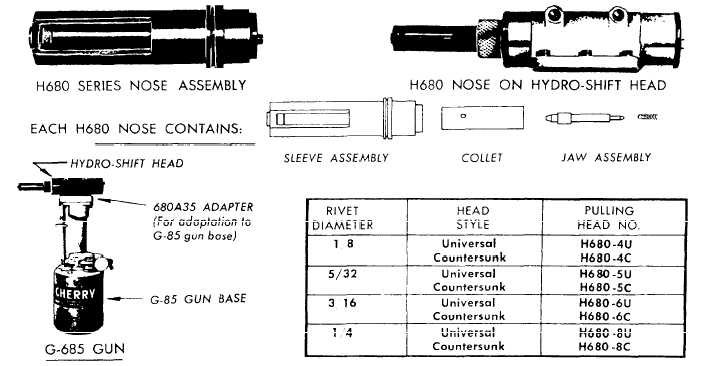
Figure 13-50. -Cherrylock guns.
Figure 13-51.-Hydo-shift series gun. is below 90 psi. When you are driving 1/8-inch-diameter rivets, it maybe necessary to use an air inlet bushing, part number 82642, that has a 0.040-inch inside diameter. If the tool "flutters," reduce the line pressure to 60 psi with an air regulator, part number 900-102, attached to the air inlet bushing. When you are using a CP350C rivet pull tool to drive 1/16- and 5/32-inch-diameter rivets, use the air inlet bushing, part number 81479, and the shift valve stop, part number 83731. When you are driving 1/8-inch-diameter rivets with the CP350C, use the air inlet bushing, part number 83642, and reduce the line pressure to 60 psi with an air regulator, part number 900-102, attached to the air inlet bushing. |
 
|
|
|